Особенности работы с ДВП
Итак, предстоит расположить древесноволокнистую плиту на потолке, стенах или полу.
Есть такие варианты крепления листов к каркасам, лагам или старому полу:
- Крепление шурупами. Каждый лист прикручивается к основе с расстоянием между креплениями не меньше 5-6 сантиметров.
- Приклеивание листов. Специальный клей или жидкие гвозди наносится на изнаночную поверхность листа ДВП и на основание пола. Производитель не указывает, что полотно нужно оставить под прессом. Говориться лишь о том, что 20 минут будет вполне достаточно для того, чтобы листы считались приклеенными основательно. Такой метод крепления подходит только для монтажа ДВП на деревянное основание.
Между собой листы ДВП можно склеивать или использовать специальный соединительный профиль. А если такой пол монтируется под линолеум, лучше всего все его элементы соединить строительным скотчем или армирующей сеткой. Если монтаж был проведен неаккуратно, места сколов и другие погрешности нужно зашпаклевать
Важно сделать ровную поверхность
Клеить обои на потолок и стены из ДВП не сложнее, чем на бетон. Но поверхность нуждается в предварительной обработке.
Итак, нужно:
- ДВП прогрунтовать один раз, дать смеси высохнуть;
- зашпаклевать поверхность, устранить все неровности;
- приклеить белую обойную бумагу, дать ей высохнуть;
- наклеить обои.
Этот способ позволит через время поменять обои, не повреждая текстуру ДВП. Кстати, если правильно её покрасить, то потом эту процедуру можно будет повторить еще несколько раз.
Красить ДВП нужно так:
Очистить поверхность.
Нанести слой алкидной грунтовки
Важно, чтобы её температура была не менее 50°C и нанесен был только один слой. Грунтовка плохо впитывается, а на поверхности ДВП она образует пленку.
После высыхания грунтовки покрасить ДВП валиком или краскопультом
Кисточкой это делать неудобно, так как текстура древесноволокнистой плиты неоднородна. Покрасить подготовленную ДВП можно любой краской.
Резать или пилить плиты ножовкой достаточно сложно, так как трудно добиться идеальной ровности распила. Поэтому нужно это делать электрическим лобзиком. Правда и в работе с ним нужны определенные навыки, но потренировавшись на кусочках ДВП и прочертив листы, можно добиться стабильно хороших результатов.
Про технологию удобной резки крупноформатных листов ДВП расскажет видео:
Таким образом, работать с этим строительным материалом, в основе которого древесина достаточно просто, главное только следовать рекомендациям и тогда конечный итог строительства будет радовать долгое время.
Ламинированная ДВП: это готовое решение для отделки
Большую популярность на сегодняшний день имеет применение ламинированной ДВП. На материал наносится специальная смесь, которая состоит из определенных синтетических смол. Благодаря такой технологии эти плиты обладают повышенной влагостойкостью и прочностью.
В строительных магазинах можно купить ламинированные ДВП следующих разновидностей:
- Плиточный тип. Такая марка ДВП имеет широкий ряд типовых размеров начиная от 30х30 см и заканчивая 100х100 см. Крепятся такие плиты с помощью соединения шип-паз с использованием специальных кляймеров или скоб. Использование плит позволяет формировать интересные узоры и орнаменты. С каждым годом промышленность выпускает ДВП с новой цветовой гаммой и фактурными узорами.
- ДВП под вагонку. Это новый и более современный формат материала. По своему способу соединения он схож с деревянной вагонкой. Данный листовой материал имеет стандартные размеры. Соединение листов происходит так же, как и ДВП плиточного типа. Такую ДВП используют для обшивания поверхности стен и покрытия полов. Материал обладает высокой степенью влагостойкости.
- Листовой тип. Это универсальный тип ламинированной ДВП. Он имеет массу вариантов фактур, расцветок, размеров и способов крепления материала на потолок, пол, стены.
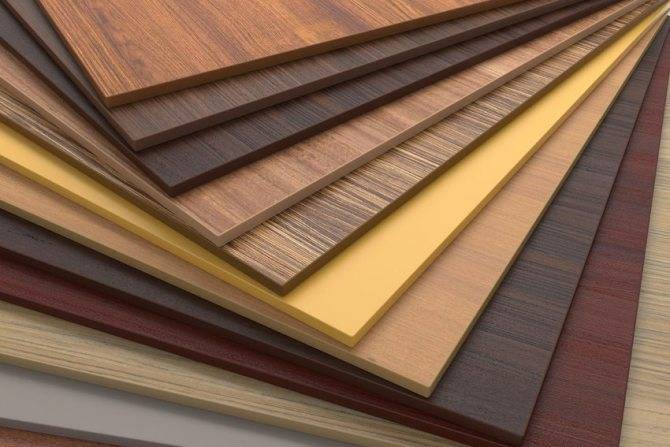
Варианты расцветок ламинированных панелей ДВП
Области применения ламинированных ДВП
Ламинированная ДВП обладает определенными свойствами, которые учитываются при выборе ее дальнейшего применения. Благодаря высокому показателю звукоизоляции, такие плиты используют для тех помещений, в которых необходимо добиться максимальной изоляции. Это касается радиотрансляционных камер, звукозаписывающих студий.
Этот универсальный строительный материал находит широкое применение при устройстве легких арок, межкомнатных перегородок, сложных по конструкции подвесных потолков. Только этот вид ДВП может применяться для облицовки фасадов стенок мебели. Все чаще находят применение ламинированные ДВП панели для стен, которые не требуют дальнейшей отделки.
Купить лист ДВП можно по достаточно низкой цене, что делает этот строительный материал одним из самых доступных в строительстве среди других аналогов.
ДВП с ламинированной поверхностью могут использоваться для отделки стен помещений
Классификация, характеристика

Различают ДВП общего и специального назначения. К общим относятся: плиты для использования в сухих условиях, в том числе в сухих условиях внутри помещений (для мебели).
Специальными являются: плиты, несущие нагрузку в сухих и влажных условиях, биостойкие, трудносгораемые.
В зависимости от обработки поверхности различают плиты:
- с необлагороженными поверхностями, с необлагороженной лицевой поверхностью, с облагороженной лицевой поверхностью, с двухсторонним облагораживанием;
- односторонней гладкости, двухсторонней гладкости;
- нешлифованные, шлифованные;
- с облицованной или окрашенной поверхностью (иногда на сленге и в разг.называемые «оргалитом»): облицованные — древесноволокнистые плиты, у которых одна или обе пласти облицованы листовыми или рулонными отделочными материалами,
- лакированные (окрашенные) — древесноволокнистые плиты, у которых одна или обе пласти покрыты лакокрасочными материалами,
- ламинированные — древесноволокнистые плиты сухого способа производства, облицованные плёнками на основе термореактивных полимеров.
В зависимости от вида производства плиты подразделяют на:
- плоского периодического прессования, плиты плоского непрерывного прессования;
- мокрого способа производства, плиты сухого способа производства.
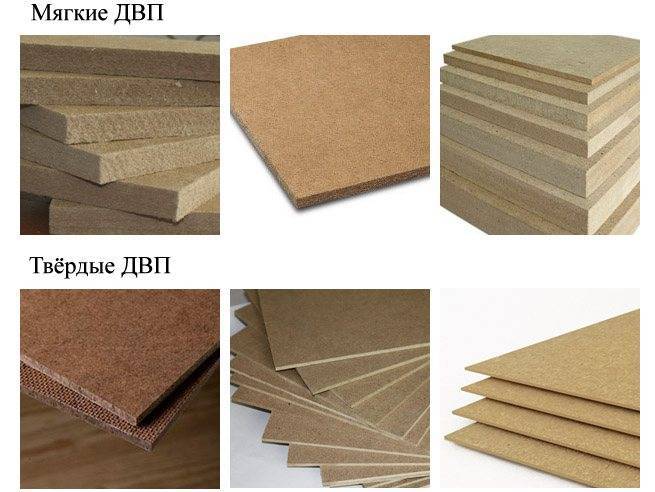
В зависимости от плотности, ДВП мокрого способа производства подразделяют на:
- мягкие марки плит, плотностью до 400 кг/м³: М-1, М-2 и М-3;
- полутвёрдые (пониженной плотности) марки плит, плотностью от 400 до 800 кг/м³: НТ;
- твёрдые марки плит плотностью свыше 800 кг/м³: Т, Т-С, Т-П, Т-СП, Т-В, Т-СВ; Т — с необлагороженной лицевой поверхностью;
- Т-С — с лицевым слоем из тонкодисперсной древесной массы;
- Т-П — с подкрашенным лицевым слоем;
- Т-СП — с подкрашенным лицевым слоем из тонкодисперсной древесной массы;
- Т-В — с необлагороженной лицевой поверхностью и повышенной водостойкостью;
- Т-СВ — с лицевым слоем из тонкодисперсной древесной массы и повышенной водостойкостью;
сверхтвёрдые марки плит — твердые древесноволокнистые плиты, дополнительно упрочнённые специальной обработкой: СТ, СТ-С;
- СТ — повышенной прочности (сверхтвёрдые) с необлагороженной лицевой поверхностью;
СТ-С — повышенной прочности (сверхтвёрдые) с лицевым слоем из тонкодисперсной древесной массы.
Область использования плит МДФ
Сегодня существует более 300 изделий, для изготовления которых используется МДФ.
Этот материал применяется в области дизайна. Из него создаются декоративные панели для стен и потолков, подоконники, створки дверей и воздуховоды.
Древесноволокнистые плиты используются и как строительные материалы. Из них делают тавровые балки, которые используются для создания перекрытий. Водостойкие МДФ, покрытые лаком, используются в качестве кровельной обрешетки.






Мебель, изготовленная из ламинированного или шпонированного древесного волокна, подходит для помещений с высокой влажностью, таких как кухня или ванная.
Что такое ДВП?
Вместе со словом ДВП часто употребляется слово «оргалит». В некоторых случаях складывается впечатление, что оргалит – это какая-то отдельная разновидность древесных плит. На самом деле с технической точки зрения оргалит – «народный» термин, который чаще всего применяется к твердому ДВП. Сложная судьба постигла и понятие МДФ, который с одной стороны по технологии производства очень схож с ДВП, но при этом в массовом сознании он часто фигурирует как совершенно другой материал. МДФ – это транслитерация английского обозначения MDF (Medium Density Fibreboard), на русском языке он называется ДВП средней плотности.
Древесноволокнистую плиту получают методом термического прессования древесных волокон. В некоторых случаях для производства сырье подвергается просушке. Фактически сырьем служат отходы деревообрабатывающей промышленности. Связующими компонентами служат различные синтетические смолы, также в состав входят парафины, антисептики, огнеупорные средства и другие добавки. Метод производства с помощью смол называется «сухим», если такие добавки отсутствуют, то способ изготовления считается «мокрым». Для получения «сухого» материала сырье многократно измельчается, при этом в состав не добавляется вода. Листы получаются более прочными и упругими.
Древесно-волокнистые плиты могут быть разной толщины и плотности

Листовые ДВП отличаются высокой плотностью и прочностью, имеет относительно невысокую цену. Тонкие листы отлично гнутся, что позволяет их применять для обшивки криволинейных поверхностей. Используется ДВП в строительстве, в качестве обшивки при каркасном домостроении, для выравнивания пола, стен. Также из этого материала делают перегородки в железнодорожных пассажирских вагонах.
ДВП малой плотности используется в качестве звукоизоляционного материала. Хаотичное расположение волокон древесины способствует тому, что звуки «вязнут» в материале. Это самый недорогой и удобный в монтаже тип звукоизоляционных материалов. Более эффективные есть, но вот более дешевые надо еще поискать.
Некоторые виды древесно-волокнистых плит могут использоваться как отделочные материалы — для отделки стен в помещениях нормальной влажности. Для этих целей применяют ДВП, одна из сторон листа которой покрашена, покрыта декоративной пленкой, заламинирована.
Это варианты для декоративной отделки

Еще одна область применения ДВП — производство мебели. Обычно этот материл используют как вспомогательный — делают заднюю стенку корпусной мебели, подшивают днище в креслах и стульях, днища в ящиках и т.п. В общем, область применения обширная. Недостаток, по сути, один — без гидрофобных добавок материал плохо себя ведет при повышенной влажности. Он разбухает, увеличиваясь в размерах. Листовой материал при этом «идет волнами». При высыхании он остается деформированным. Так что в неотапливаемых или влажных помещениях возможно использование ДВП только определенных марок.
Технология изготовления ДВП мокрым способом производства
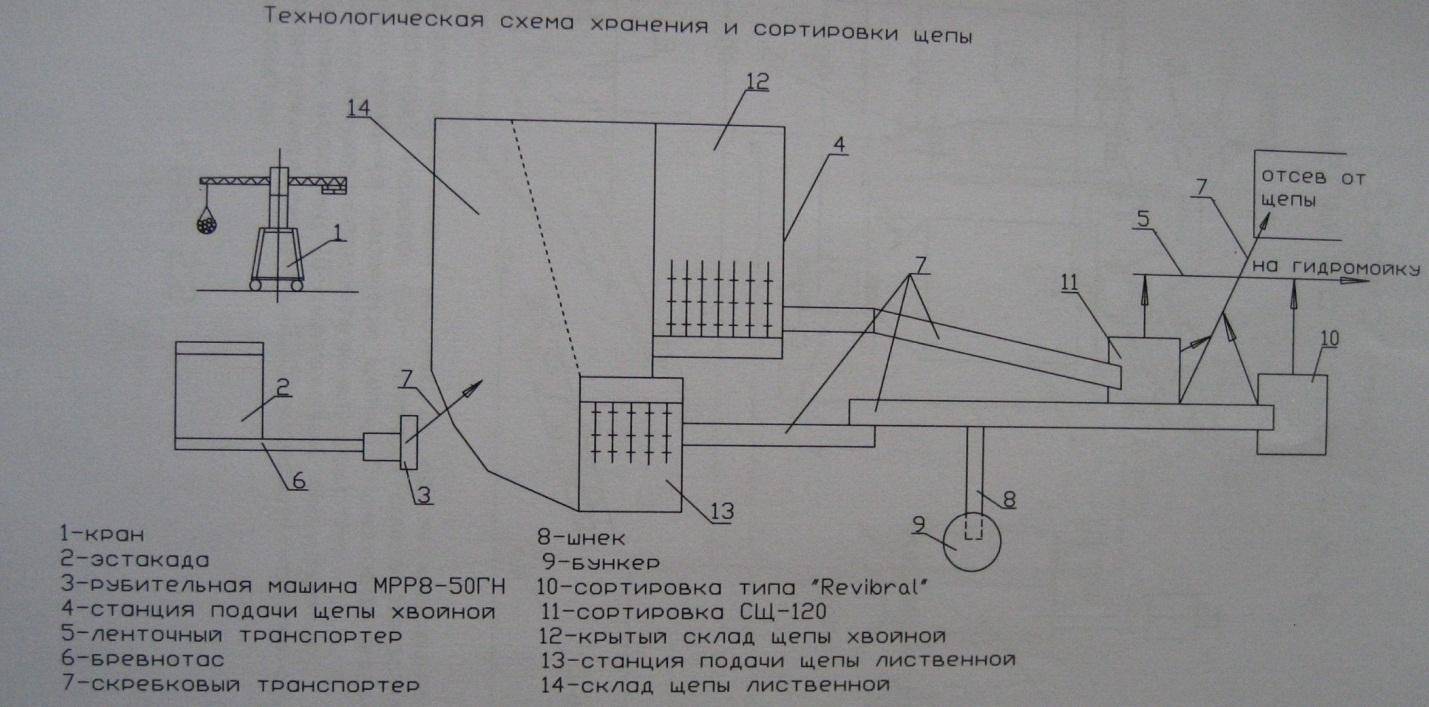
Изготовленная в рубительной машине щепа обязательно сортируется на трехуровневых ситах: размер верхнего сита 39×39, нижнего 5×5 мм. Крупную фракцию доизмельчают на дезинтеграторах. В производство ДВП идет щепа без мятых кромок, с длиной частиц 10-35 мм, с толщиной не более 5 мм, с углом среза 30-60 градусов. Содержание гнили допускается не более 5 %, минеральных включений не более 1 % , коры не более 15 %.
Оптимальная влажность щепы перед размолом 50-70 %, при истирании она снижается примерно на 30 %.
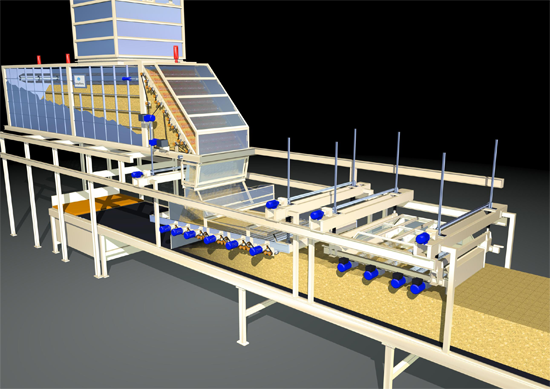
Основой изготовления качественных плит является высокое качество древесного волокна, однородность свойств и геометрических размеров. Первичный горячий размол щепы осуществляется в дефибраторах, вторичный – в рафинёрах или конических мельницах. Внешний вид системы размола Defibrator приведен на рис. 1. Она состоит из пропарочного бункера (камеры), со шнековым питателем, подогревателя, шнековой подающей системы и размольной установки. Пропарочный бункер предназначен для выравнивания температуры и влажности массы щепы с повышением температуры до 80-90 С. Воздействие пара на щепу делает ее менее ломкой, смягчает реакцию на динамические нагрузки. В зону размола могут подаваться добавки специального назначения: гидрофобизаторы, модификаторы и др.
Рис. 1. Система размола Defibrator
Степень размола массы измеряется на аппарате «Дефибратор-секунда», характеризуется в градусах помола и имеет обозначение ДС. Для твердых плит степень помола должна быть в пределах 22-28 ДС, для мягких 28-35 ДС.
На рис. 2 видно, как различаются волокна, вышедшее из дефибратора и рафинера.
Рис. 2. Древесные волокна после размола: а) в дефибраторе; б) в рафинере
Древесноволокнистый ковер формируется в воздушной среде по сухому способу производства или в водной среде по мокрому способу производства. Взаимодействие сформированных в ковер древесных волокон между собой происходит в условиях горячего прессования при изготовлении твердых, полутвердых ДВП или при сушке (для мягких плит).
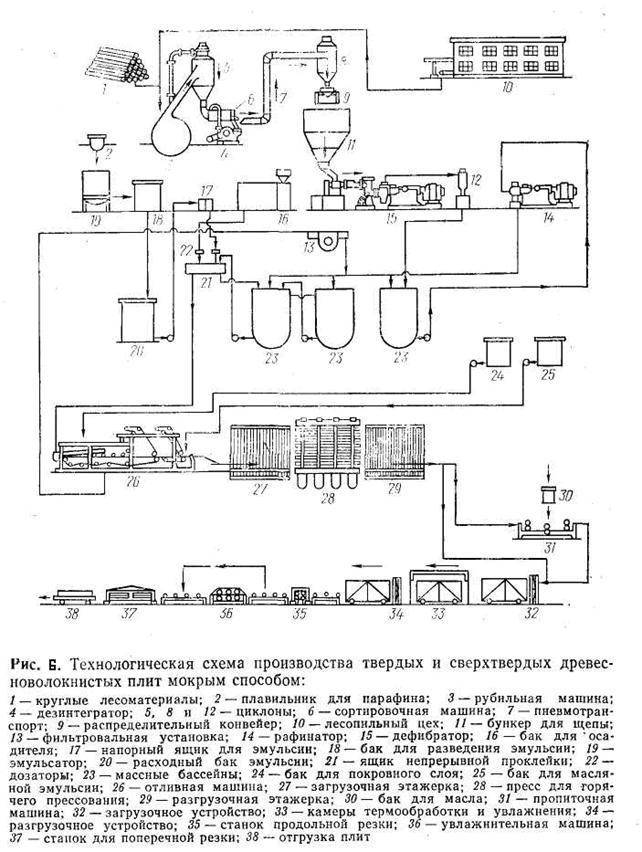
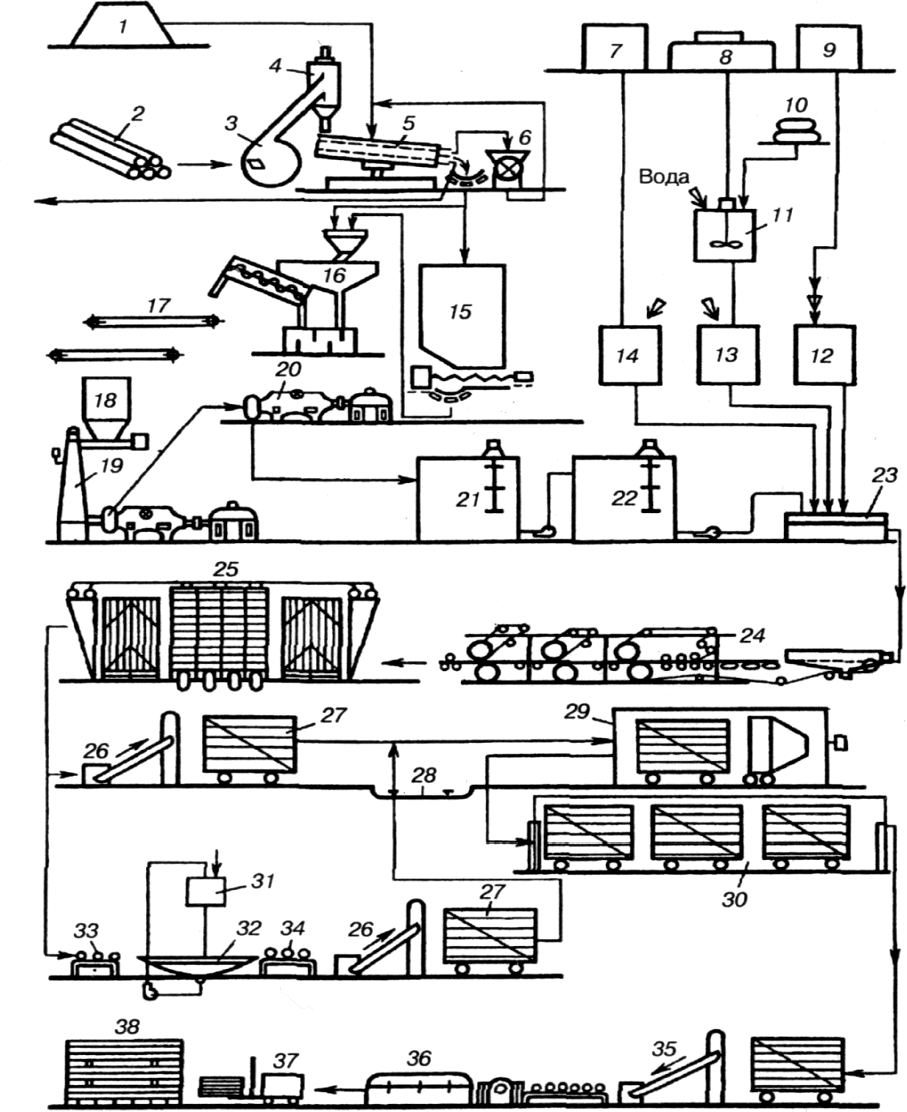
При мокром способе производства (рис. 3) готовую массу помещают в массный бассейн, где концентрация волокна перед отливом устанавливается в пределах 0,9-1,8 %. Обезвоживание ковра происходит последовательно фильтрацией, отсосом и отжимом. Горячее прессование происходит на поддонах с использованием сеток для создания условий удаления воды и пара. Температура прессования плит 200-215 С, давление 5,0-5,58 МПа на фазе отжима с последующим снижением на фазе сушки и повышением на заключительной фазе – закалке.
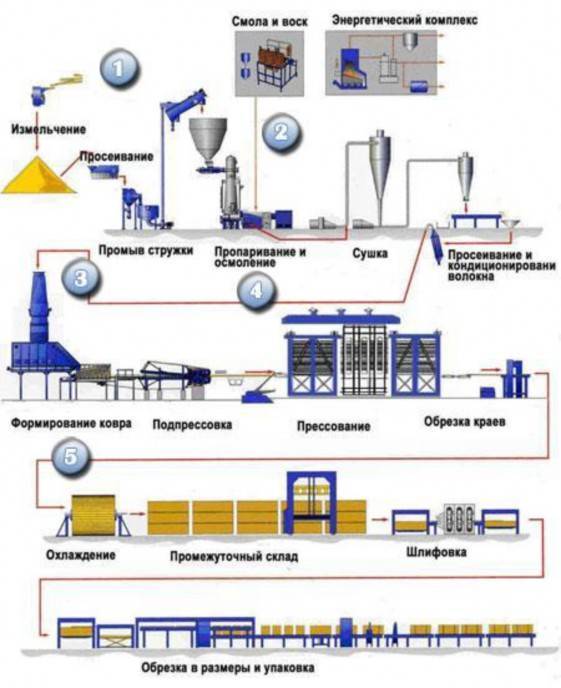
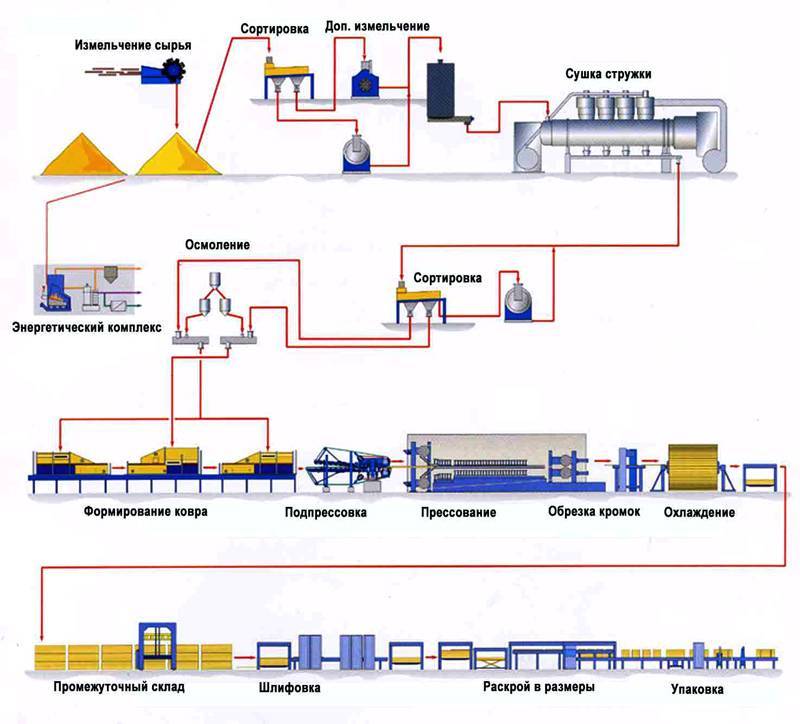
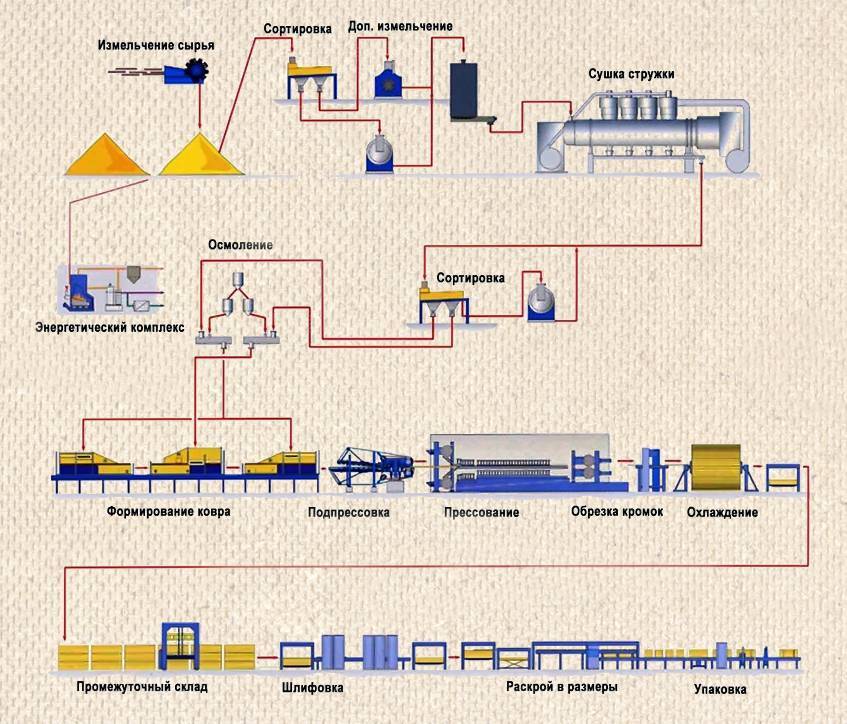
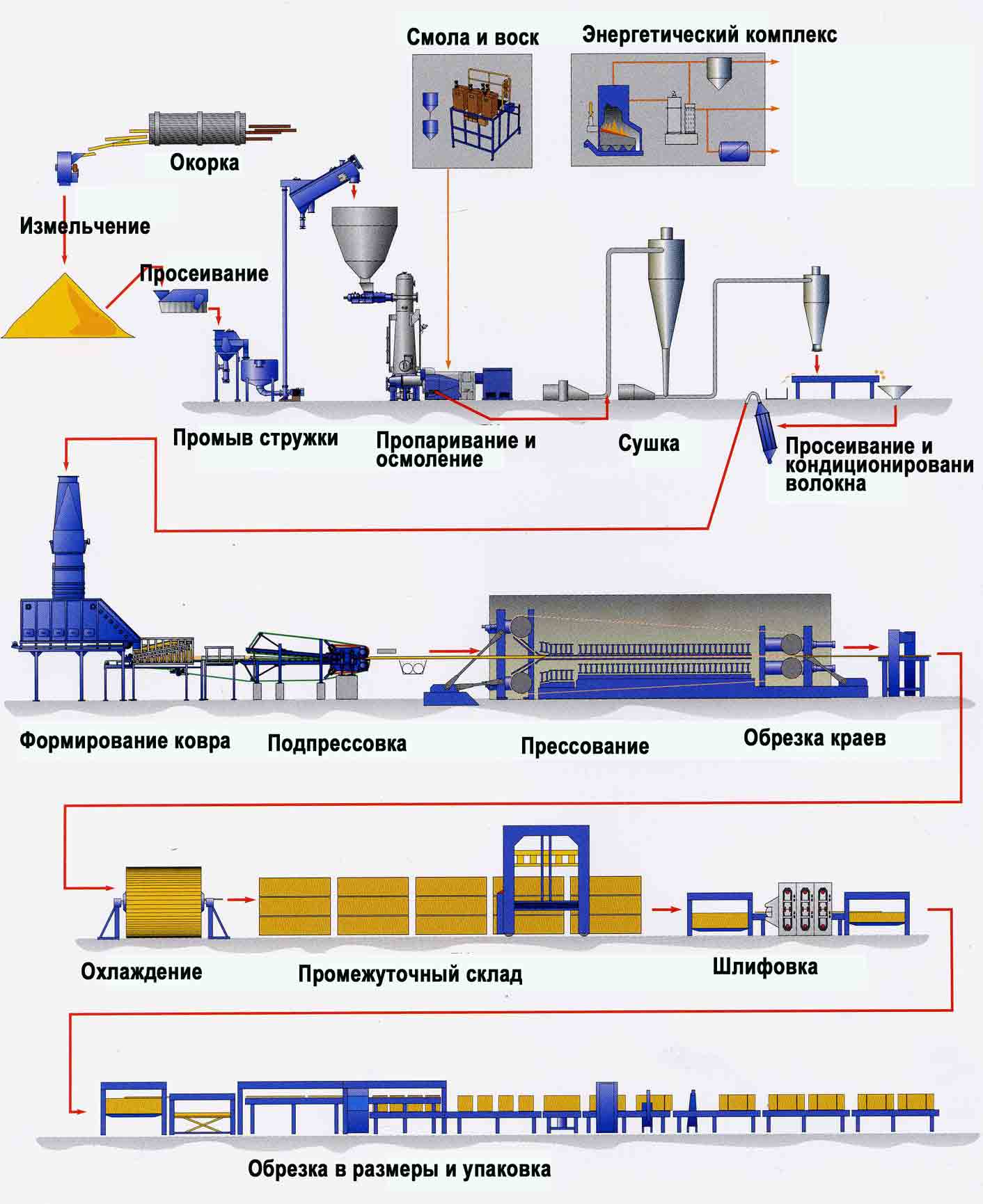
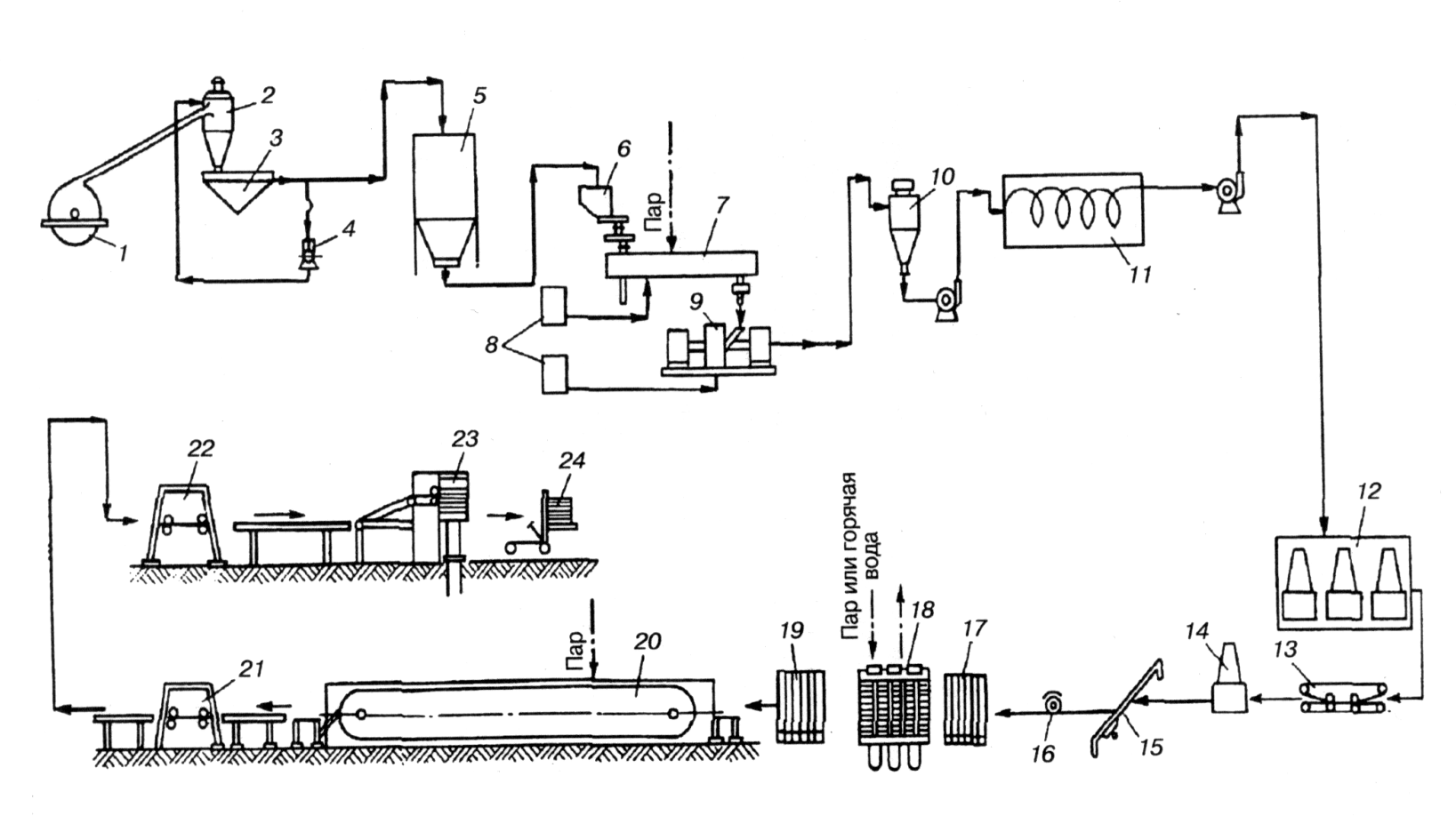
Рис. 3. Схема технологического процесса твердых и сверхтвердых плит: 1 – щепа; 2 – круглая древесина и кусковые отходы; 3 – рубительная машина; 4 — циклон; 5 – сортировка щепы; 6 – дезинтегратор; 7 – ёмкость для связующего; 8 – ёмкость для парафина; 9 – ёмкость для серной кислоты; 10 – мешки с эмульгатором; 11 – эмульсатор; 12; 13; 14 – расходные ёмкости соответственно для осадителя, парафиновой эмульсии и связующего; 15 – бункер щепы; 16 – установка для мойки щепы; 17 – ленточные конвейеры; 18 – расходный бункер для щепы дефибратора; 19 – дефибратор; 20 – рафинатор; 21 — рафинаторный бассейн; 22 – массный бассейн; 23 – ящик непрерывного проклеивания; 24 – отливная машина; 25 – пресс, 26; 35 – загрузочное и разгрузочное устройство; 27 — вагонетка; 28 – траверсный путь; 29 – камера термообработки; 30 – камера увлажнения; 31 — емкость для пропитывающего состава; 32 – пропиточная машина; 33; 34 – роликовые конвейеры; 36 – форматно-обрезная установка; 37 – электропогрузчик; 38 – склад готовой продукции
Сверхтвердые плиты получают введением дополнительной операции пропитки отпрессованных плит маслами, после чего плиты поступают на термообработку. Термообработку отпрессованных плит в специальных камерах проводят при температуре 160-170 С.
Схема получения мягких ДВП по мокрому способу производства аналогична схеме получения твердых плит. Однако отсутствуют такие операции как горячее прессование плит окончательная термообработка (рис. 4).
Производство ДПВ по мокрому способу организуется таким образом, чтобы минимизировать потребление воды. Объем сбрасываемых стоков находится на уровне 3 м3/т плит.
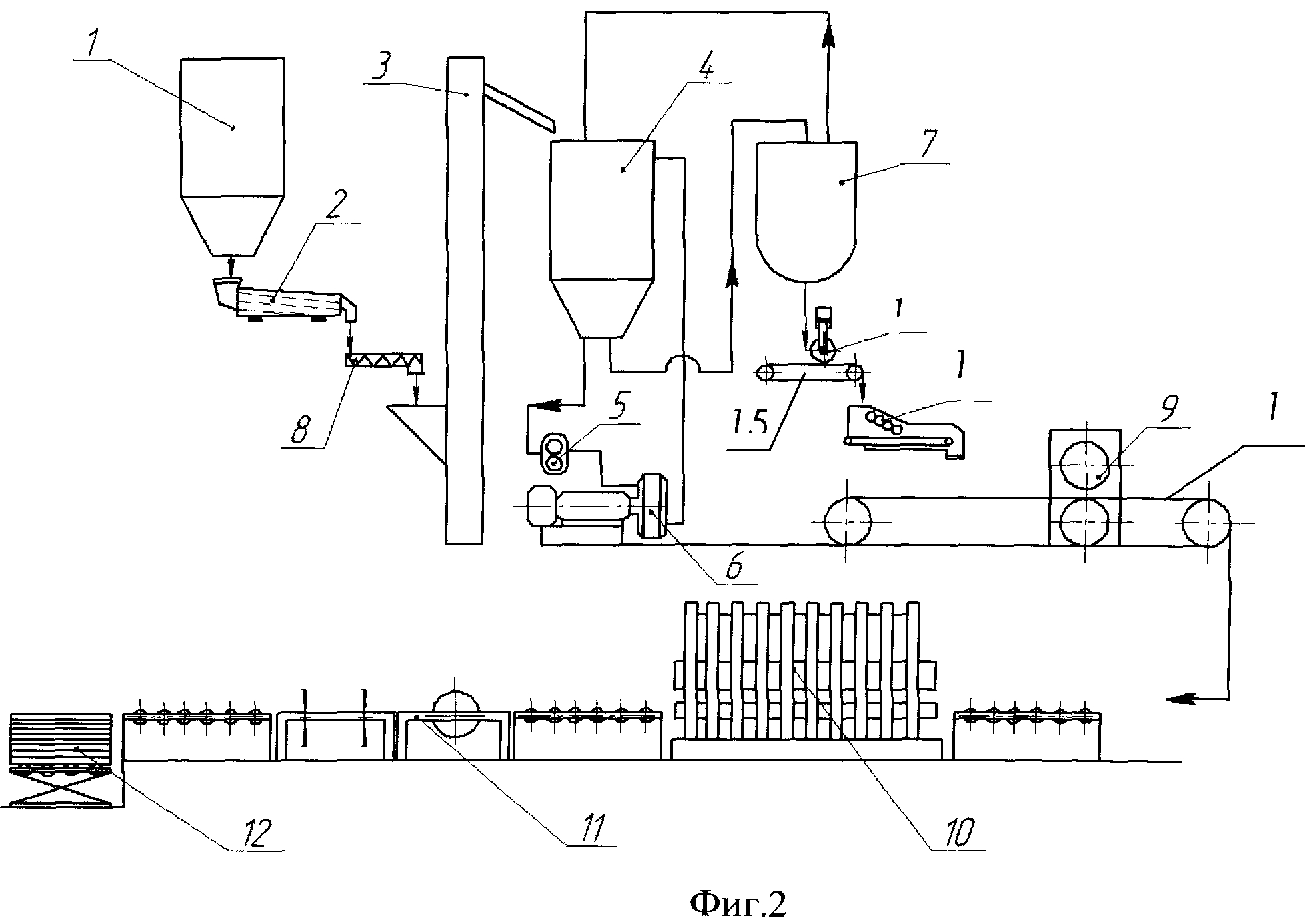
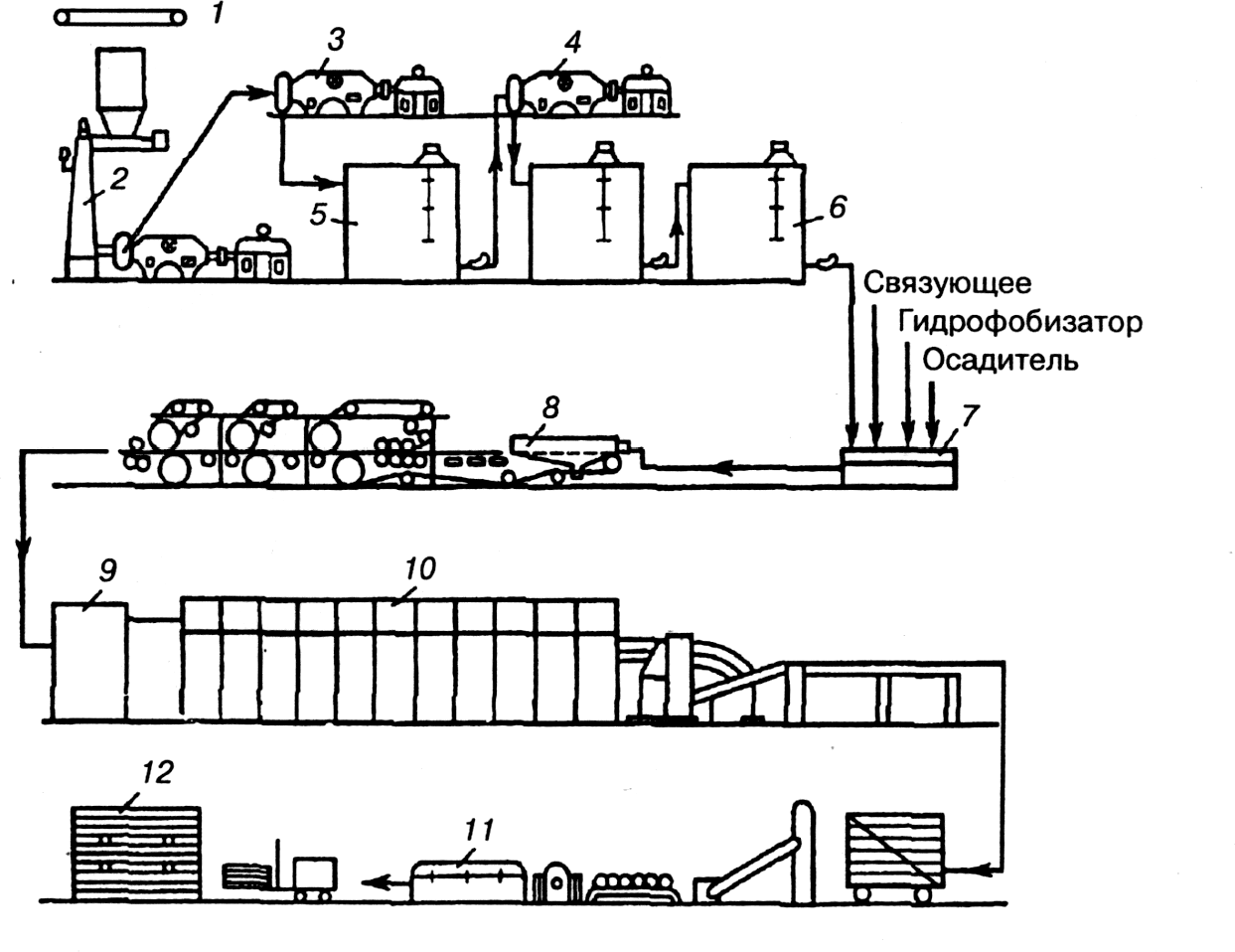
Рис. 4. Схема технологического процесса изготовления мягких плит: 1 – конвейер для подачи щепы; 2 – дефибратор; 3 – рафинатор; 4 — мельница третьей ступени размола; 5 – промежуточный массный бассейн; 6 — расходный массный бассейн; 7 – ящик непрерывной проклейки; 8 – отливная машина; 9 – загрузочное устройство; 10 – роликовая сушилка; 11 – форматно-обрезная установка; 12 – штабель плит склада готовой продукции.
Плотность, масса, толщина листов
Технология производства древесно-волокнистых плит позволяет делать их разной плотности. В зависимости от плотности они имеют различные технические характеристики и область применения. Различают такие виды ДВП:
- Малой плотности. Называют еще мягкими, обозначаться могут при помощи приставленной буквы «М» — ДВП-М. Довольно рыхлый материал плотностью 200- 350 кг/м³. Толщина листа может быть 8, 12, 16, 25 мм. При желании можно найти до 40 мм. Используются обычно для звукоизоляции или как отделочные/обшивочные в местах, не подвергающихся нагрузке. ДВП малой плотности имеет рыхлую структуру, используется как утепление и звукоизоляция
- Средней плотности — до 850 кг/м³, толщина листа может быть 8, 12, 16, 25 мм. По классификации проходят тоже как мягкие.
- Полутвердые — от 860 до 900 кг/м³, толщина листа 6, 8, 12 мм.
- Твердые (ДВП Т) — 950 кг/м³, толщина листа 2.5, 3.2, 4.5 и 6 мм.
- Сверхтвердые (ДВП-СТ) — 960-1000 кг/м³, могут быть толщиной 2.5, 3.2, 4.5 и 6 мм.
Твердые и сверхтвердые марки применяют там, где важна стойкость к механическим воздействиям. В бытовом строительстве и отделке домов/квартир, ДВП-Т кладут на пол, могут обшивать ими стены.
Виды твердых плит
При всем при том, твердые древесно-волокнистые плиты общего назначения бывают нескольких видов — с разными лицевой и тыльной сторонами. Согласно ГОСТу, твердые древесно-волокнистые плиты имеют такую маркировку:
- Т – твердые плиты с необлагороженной лицевой поверхностью. Часто называются еще «техническим» ДВП. Используется для работ, в которых не важен внешний вид.
- Т-П – твердые плиты с подкрашенным лицевым слоем. Это так называемый оргалит. Применяется в мебельной промышленности для задних стенок в шкафах, столах и т.д. Выбор расцветок широк
- Т-С – твердые плиты с лицевым слоем из тонкодисперсной древесной массы. Одна сторона листа имеет тот же цвет, но гладкая, как покрытая лаком. Может применяться для обшивки каркасных построек изнутри. Требует минимальных отделочных работ. На такую поверхность стразу можно клеить обои, но снимать их будет очень неудобно. А вот шпаклевка на заглаженную поверхность ложится плохо — скатывается.
- Т-СП – твердые плиты с подкрашенным лицевым слоем из мелкоразмолотой древесной массы. Может использоваться как финишный отделочный материал.
Марки твердого ДВП могут быть двух классах — А и B. Их отличают по качеству. Как видите, даже в одном классе есть разные материалы. При одинаковых (или почти одинаковых) технических характеристиках, имеют они различные области применения.



Подвиды сверхтвердых волокнистых плит
Сверхтвердые древесно-волокнистые плиты, в бытовом строительстве и ремонте используются редко — слишком большая цена, а высокие плотность и жесткость могут быть и не востребована. Иногда чрезмерная жесткость может быть неудобной.
По стандарту есть два вида такого материала:
- СТ – «строительная» марка, не слишком привлекательная внешне;
- СТ-С – с гладким лицевым слоем — мелкоразмолотая древесная масса уплотнена до очень гладкого состояния. Плотные и гладкие плиты
Ламинированных или декоративных видов практически не бывает — слишком тяжелый и жесткий для отделки материал тоже не нужен.
Названия в зависимости от плотности
Еще древесно-волокнистые плиты имеют разные названия в зависимости от плотности. Обычно это калька (транслитерация) английских/международных названий. Хотя, под тем же названием, в других странах зачастую подразумевается другой материал.
- ЛДФ — от английского low density fiberboard — LDF. В переводе — ДВП низкой плотности. В действительности, так называют материал средней плотности, просто имеющий характеристики на нижней границе зоны. К мягким древесным плитам никакого отношения не имеет. Характеристики МДФ
- MДФ — от английского medium density fiberboard — MDF. В переводе — средней плотности древесно-волокнистая плита. Если говорить о стандартах, то этот материал соответствует ГОСТовским определениям ДВП средней плотности.
- ХДФ — hight density fiberboard — HDF. По характеристикам можно поставить в соответствие марку ДВП-Т (твердые). Плиты ХДФ имеют обычно небольшую толщину и используются для фрезерования узоров
Как видите, четкого разграничения нет. Еще путаницы добавляют неправильное применение названий. В общем, каждый раз надо уточнять, что именно говорящий имеет в виду под тем или другим термином.
Видео описание
Процесс покраски материала показан на видео: Если в полу, стене и двери из древесноволокнистого материала образовалась сквозная дыра, надо подготовить необходимые инструменты и материалы для самостоятельного ремонта. В первую очередь понадобится заострённый монтажный нож, кусок материала, шпаклёвка, твердеющий наполнитель и монтажная пена.
Для начала необходимо обрезать вогнутые и неровные края дырки таким образом, чтобы отверстие было ровным, без трещин и сторонних повреждений. После, внутрь устанавливаются куски брусков для создания перегородки. Подойдут части ДВП, картон или плотная бумага. Далее по краям перегородки отверстие заполняется монтажной пеной. После засыхания необходимо обрезать лишние куски пены, чтобы они не выступали за пределы поверхности.
Следующим шагом будет шпаклёвка вокруг заделанного отверстия. Отлично подойдёт для этого эпоксидная смола. Обработанная поверхность, после сушки, обрабатывается мелкой наждачной бумагой для достижения ровности. Внешний вид и облицовка материала восстанавливаются при помощи краски или декоративной плёнки с имитацией древесной структуры.
Перечень оборудования
В полный перечень оборудования для производства ДСП включены:
- Смесители, которые нужны для того, чтобы получить однородность смеси, приготовленной из опилок и клеящего вещества (обычно смола со специальными примесями для создания твердой структуры).
- Устройства для формовки необходимы для придания вязкости и формы смеси.
- Оборудование для прессовки при высокой температуре и станки.
- Охладители используются, чтобы горячие ДСП быстрее охлаждались.
- Приспособления для срезания краев, которые убирают с плит кромку.
- Шлифовальные аппараты делают сформировавшуюся поверхность гладкой.
Работоспособность всего оборудования на крупном производстве обеспечивается автоматизировано. Качество работы контролируется при поддержании настроек механизма на нужном уровне.
Все оборудование для изготовления древесных плит, которое перечислено ранее, подойдет для работы, предполагающей, что в наличии имеется готовые исходные материалы.
Если при изготовлении ДСП в планах имеется использование собственного исходного материала, то комплектацию оборудования необходимо дополнить еще вспомогательной техникой, такой как станки для раскройки, рубительные механизмы, мельницы и строгальные станки.
Помимо всего прочего, в дополнительную технику, которая повысит технологичность изготовления древесных плит, включаются транспортеры, столы, оснащенные механизмами подъема, вентиляционные системы, необходимые, чтобы удалять пыль от шлифовки, сушильные камеры и транспортеры. Рассмотрим, как делают ДСП.
Как делают ДСП в домашних условиях
Рассмотрим последовательность изготовления ДСП:
- сначала смешивается опилочная масса в некрупной емкости (от 10 до 15 л);
- затем добавляется клеящий раствор, нужно проследить за тем, чтобы опилки полностью пропитались;
- придается плиточная форма при высоком давлении;
- далее при помощи высокой температуры заготовки прессуются, для этого процесса необходимо спецоборудование;
- изготовленная плита охлаждается на воздухе, а ее края обрезаются.
Ламинирование поверхности осуществляется в том же прессе для запекания, который используют при производстве необрезанных заготовок. Можно приобрести уже готовый специальный ламинат для ДСП, который можно определенным образом «припечь» к поверхности с помощью утюга. Такие покрытия благотворно влияют на внешний вид древесных плит, но не считаются полноценным слоем ламината.
Облагороженные древесноволокнистые плиты (ДВПО)
Отличительными достоинствами облагороженных древесноволокнистых плит являются красивый внешний вид, высокая стойкость к истиранию и влаге. При производстве данного типа плит применяется технология, предусматривающая нанесение на лицевую сторону многослойного покрытия. После тщательной обработки на поверхность наносится создающий фоновую часть грунтовочный слой. Затем печатается рисунок, который имитирует древесную структуру.
Облагороженные плиты используются для изготовления дверей, в качестве материала для отделки потолков и стен и пр. Также из них делают различные внутренние детали мебели (нижние и задние стенки шкафов, ящиков и др.).

Помещение под производство
Чтобы разместить технологическую линию, не потребуется много места. Но свободные площади потребуются для складов. Сырье должно храниться в сухом, хорошо проветриваемом помещении – предстоит оборудовать его вентиляционными системами. В цехах оно тоже должно быть установлено, поскольку технология изготовления ДВП предполагает выделение в воздух мелкой древесной пыли.
Поищите цех площадью не менее 500 м2 за чертой города. Здесь аренда помещений стоит гораздо ниже. К тому же, будет проще собрать пакет документов для запуска бизнеса, поскольку не придется долго «убеждать» санитарные службы, что производство не мешает жителям близлежащих домов.
Наладить процесс будет невозможно без подведенного в цеха трехфазного электричества, отопления и воды. И если в некоторых отраслях вполне бы хватило загородного гаража, то изготовление ДВП требуется вести на площади гораздо большей и лучше оборудованной.
Производители
Приведен список основных производителей древесноволокнистых плит.
В России:
- Изоплит, ОАО, (г. Обоянь, Курской обл);
- Жешартский фанерный комбинат, ООО, (п. Жешарт, Республика Коми);
- КДП Новая Вятка, ООО (Вятка-Лес-Инвест) (Кировская обл., Нововятский р-н, г. Киров);
- Княжпогостский завод ДВП (Woodway Group) (г. Емва, Республика Коми);
- Кроностар, (г. Шарья Костромской обл.);
- Лесосибирский ЛДК-1, ЗАО, (г. Лесосибирск-3, Красноярский край);
- Лесплитинвест, (Ленинградская область, г. Приозерск);
- Марийский целлюлозно-бумажный комбинат, (г.Волжск, ОАО республика Марий Эл);
- Нелидовский ДОК , ОАО;
- Нововятский лесоперерабатывающий комбинат, ОАО, (г.Киров);
- Новоенисейский лесохимический комплекс (ЛХК) , ЗАО, (г. Лесосибирск-6 Красноярский край);
- Орглит, г. Пермь;
- Отрадновский комплексный лесопромышленный комбинат, Свердловская обл., Серовский р-н, пгт. Восточный;
- Партнер-Томск, г. Томск;
- Плитспичпром, ЗАО, г. Балабаново, Калужская обл.;
- Полеко, Подосиновский лесопромышленный к-т, ОАО, пос. Демьяново, Подосиновского р-на Кировской обл.
- Римбунан Хиджау МДФ, ООО г. Хабаровск;
- Сухонский целлюлознобумажный комбинат, г. Сокол, Вологодской области;
- Туринский целлюлозно-бумажный завод, АОр (Свердловская область, г. Туринск);
- Уфимский фанерно-плитный комбинат, ОАО (подразделение холдинга Башлес);
- Шекснинский КДП, г. Шексна Вологодской обл.
- Юг, ОАО, п. Мостовской, Краснодарский край.
Республика Беларусь:
- Борисовский ДОК, ОАО , г. Борисов, Минская обл.
- Борисовдрев, ОАО, г. Борисов, Минской обл.
- Бобруйский завод ДВП, г. Бобруйск;
- Мостовдрев, Белоруссия, Гродненская обл., г. Мосты;
- Витбскдрев, ОАО, г. Витебск, Белоруссия.
Применение
Ввиду того что ДВП – листовой материал, область его использования довольно обширна:
- Изготовление мебели. Изделия подходят для создания элементов каркаса и фасада. Из тонких разновидностей делают дно ящиков и задние стенки шкафов и комодов. Цветные детали с декоративной облицовкой вставляются в рамочные фасады или закрывают открытые участки между фрагментами горок и стенок. Также это отличная основа для зеркала.
- Строительство. Хотя для наружных работ материал не подходит, он укладывается на чердаках в качестве дополнительного элемента перекрытий, повышая уровень теплоизоляции. При возведении межкомнатных перегородок плитами обшивается каркас.
- Отделочные мероприятия. ДВП подходит для многих внутренних работ. Основное предназначение – обшивка стен и пола, подшивка потолка в единой плоскости. Продукция может использоваться и для чистовых работ.
- Изготовление дверей. Ячеистая основа облицовывается с обеих сторон. Получаемое полотно весит немного, но не отличается надежностью. Также элементы используются в качестве вставок при производстве железных дверей.
Легкий и удобный материал сейчас используется не только в производстве мебели, но и практически во всех видах отделки Сфера применения ДВП намного обширнее: из плит делают упаковку, проложки, обшивают технику.
Формирование ковра и прессование
Технология производства ДВП может предусматривать мокрое и сухое прессование, при этом в дальнейшей обработке полученной массы имеются значительные различия.
Мокрый способ прессования
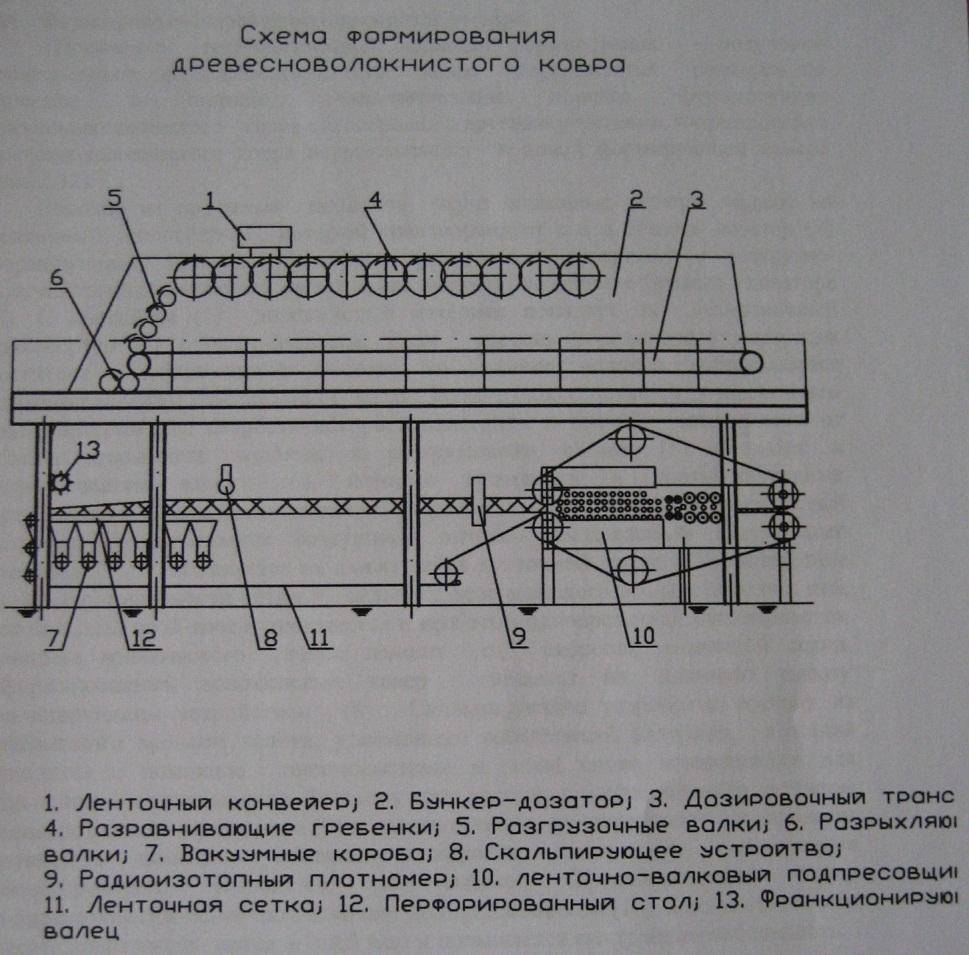
Производство ДВП мокрым способом подразумевает выработку суспензии древесноволокнистой массы определенной концентрации. Для этого волокно после размола разбавляется водой и собирается в бассейн, создавая рабочий запас пульпы. Влажная масса подается на отливочные машины, которые формируют на сетке так называемый ковер, разравнивая сформированный пласт прижимным роликом. После формирования часть воды отсасывается вакуумом и ковер поступает на подпрессовку.
 ДВП может быть мягкий – это отличный материал для утепления и шумоизоляции
ДВП может быть мягкий – это отличный материал для утепления и шумоизоляции
Прессование плит – ответственная операция, от которой значительно зависит качество готовой продукции. Оборудование для производства ДВП – многоэтажный пресс, который позволяет выполнить трехфазный цикл прессования при температуре плит 180-200°С:
- отжим воды под давлением 2÷4 мПа;
- сушка под давлением 0,8÷1мПа;
- закалка под давлением 2÷4 мПа.
Для улучшения прочностных свойств полученных плит их можно дополнительно пропитывать талловым маслом, помещая в камеры с циркулирующим горячим воздухом.
Большинство заводов в России работает по методу мокрого прессования. Отличительная особенность такого ДВП – сетчатая оборотная сторона листа.


Сухой способ прессования
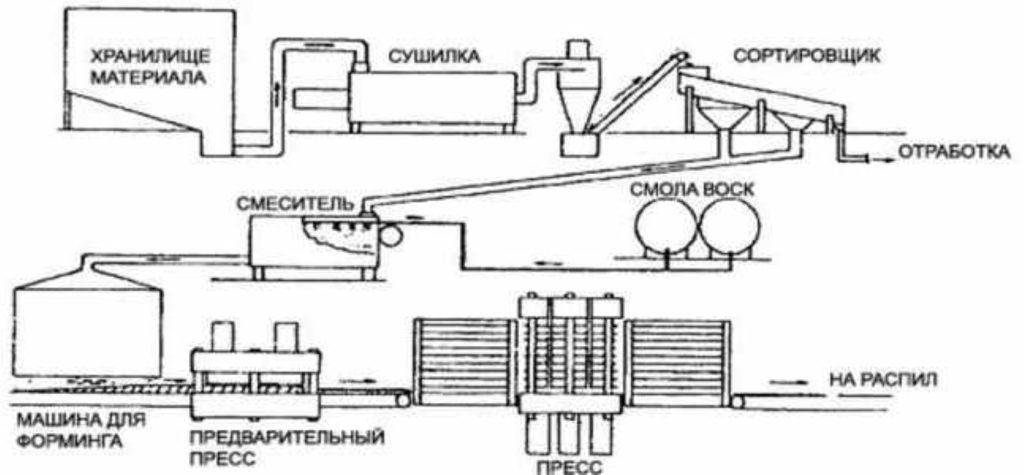
При сухом способе древесные волокна, смешанные с клеем, настилаются на сетку, через которую в вакуумных установках отсасывается воздух и масса уплотняется. Свойлоченный ковер поступает на прессование. Благодаря отсутствию воды, продолжительность стадии прессования сокращается более чем в два раза. По этому методу можно вырабатывать ДВП толщиной до 30 мм, а также профилированные листы ДВП.
 Готовый лист твердого ДВП
Готовый лист твердого ДВП
Этот способ в России менее распространен, так как сухое производство имеет весьма существенные недостатки, а именно:
- высокую пожароопасность предприятий;
- образование большого количества древесной пыли и, как следствие этого, производство требует приобретения дорогостоящих циклонов для ее улавливания.
ДВП от Бобруйского завода
Бобруйский завод является филиалом ООО «БизнесСтройМир». Предприятие существует 47 лет, а в последние три года здесь освоили производство продукции твердых и сверхтвердых марок. Размер стандартного листа плиты ДВП от Бобруйского завода 1700/2746/3,2 миллиметра.
Её используют при производстве мебели, а также в строительстве, вагоно и автомобилестроении. При этом из ДВП создаются контейнеры для упаковки продукции некоторых предприятий. Руководство предприятия утверждает, что их древесноволокнистая плита не содержит вредных примесей.
При этом на заводе существует линия, дающая возможность окрашивать ДВП в белый цвет либо придавать листам цвет, имитирующий разные сорта дерева. Объемы производства позволяют не только наполнять отечественный рынок своей продукцией, но и поставлять её за пределы страны. Экспорт древесноволокнистой плиты от Бобруйского завода ДВП происходит в 21 страну мира.
Оба завода так активно имеют возможность реализовывать свою продукцию и наращивать обороты производства во многом из-за четкого следования ГОСТам и наличию документов, подтверждающим их качество.
На видео — процесс производства ДВП на Бобруйском заводе:
Маркировка и качество оргалита
Оргалит маркируют в зависимости от его свойств и характеристик. Вид оргалита стоит выбирать в зависимости от его целевого предназначения.
Разница в качестве и назначении листов оргалита видна невооруженным глазом. Некоторые листы имеют лицевое покрытие — другие нет. Поверхность листа может быть гладкой с одной стороны, а может с двух. Декоративное покрытие на лицевой стороне и рифленая поверхность на изнаночной.
Гладкая декоративная поверхность оргалита создается за счет ламинирования, окраски, пленки, пластика или лака.
Листы оргалита с изнаночной рифленой поверхностью, используются для выравнивания стен, потолков, полов, а также для изготовления тары и упаковок, т.е. там где не нужно декорирование. Такой материал очень практичный и дешевый.
Плита оргалита без покрытия
Поэтому для черновых работ можно использовать самые дешевые марки оргалита.
Оргалит для декоративной отделки обойдется немного дороже. Он не только имеет красивый внешний вид, но и его качество несколько выше: такие плиты тверже, и соответственно прочнее; их поверхность заламинирована или отделана другим декоративным материалом.
Поскольку производство ДВП давно урегулировано законодательно, то их виды и маркировки четко регламентированы ГОСТОм 4598-86 и включат в себя следующие обозначения и категории:
- «М» говорит о мягкости материала;
- «НТ» марка ПТс220 — полутвердый, невысокой твердости материал;
- «Т» марки Тс450, 400, 350, 300: твердая плита без декоративной отделки с обеих сторон;
- «СТ» марка СТс500 сверхтвердая плита, без отделки лицевой стороны тонкодисперсионной древесиной;
- «ТП» лицевая сторона обработана краской;
- «ТС» одна сторона ДВП включает в состав древесину;
- «ТСП» — совмещает в себе окрашенную поверхность;
- «ТВ» влагостойкая плита, без отделки;
- «ТСВ» водостойкий материал, одна из сторон плиты из тонкодисперсионной древесины;
- «СТС» сверхтвердый вид ДВП, с односторонним покрытием тонкодисперсионной древесиной;
- ДВП с наличием декоративной отделки поверхности;
- ДВП без декоративной отделки поверхности;