Часть четвертая, технология.
В общем случае полиуретаны – реактопласты, то есть для получения конечного вещества необходимо провести химическую реакцию нескольких компонентов. Благодаря неимоверному разнообразию эти компоненты могут быть разными, их может как будто не быть (монтажная пена полимеризуется с влагой воздуха, которая активирует второй компонент, пока влаги нет реакция не идет, хотя оба компонента смешаны), реакцию можно провести в несколько этапов, из которых часть провести на заводе.
В некоторых случаях полиуретаны перерабатываются вручную и практически не имеют требований на точность технологии, например модельный полиуретан поставляется в банках, которые смешиваются в пропорции 1:1 по объему “на глазок”, при нормальных условиях сливаются и “тщательно перемешиваются”. Полученный результат несомненно является полиуретаном, и его прочность, твердость, устойчивость и прочие физмех параметры удовлетворяют многим применениям, например, производству форм для статуэток.
Но к сожалению, с автозапчастями (а тем более промышленной продукцией) такой номер не проходит: необходимая точность дозировки (стехиометрия) составляет десятые процента, при смещении пропорции смеси на десятую процента отклонения в физикомеханических показателях может доходить до десятков процентов. На небольших количествах компонентов роль играют сотые грамма, которые вроде бы и можно поймать на аптечных весах, но невозможно перелить из стакана в стакан, а тем более перемешать на все 100%.
Подготовка материалов для автозапчастей – отдельная песня, некоторые компоненты требуют разогрева (но не перегрева), перемешивания, фильтрования и так далее. Смешение компонентов – тоже только аппаратное и только в струе, ручное перемешивание возможно, но это довольно сложный многостадийный процесс, лишь отдаленно напоминающий ютюбовское перемешивание в стакане палочкой. Зато результат разительно отличается от гаражного – получившиеся детали прочней, долговечней и стабильней.
Технология изготовления пенополиуретанов (как мягких, так и твердых) также отличается: существуют бытовые/строительные пены, не требующие каких-то спец инструментов и методов, а есть промышленные пены, не менее сложные в производстве, чем эластомеры. Теоретически на оборудовании для переработки эластомерных полиуретанов можно переработать пены, практически – лучше не стоит. На данный момент мы не перерабатываем пены и не собираемся.
Отдельный класс технологий – переработка термопластичных полиуретанов (ТПУ). Тут надо учесть 3 аспекта: во-первых, сырье для ТПУ получают все равно первичной реакцией реактопласта, во вторых в переработке эластомерный ТПУ – один из самых капризных термопластиков, он резко ухудшает физмех свойства при добавлении вторички или колебании режима, а в третьих, переработка на термопластавтомате массивных изделий сама по себе достаточно сложна.
Существуют специальные композиции с полиуретаном для термопластичной переработки, например, для производства кабельной продукции – в них введено очень много разных добавок как раз для упрощения переработки, но при этом физмех, конечно, ухудшается. Недобросовестные (или просто неопытные) переработчики используют неподобающие ТПУ для производства в том числе наших групп продукции – пыльников, втулок, сайлентблоков и т.д., с предсказуемым результатом: люди пробуют, плюются и делают неадекватный вывод что “ПУ мне не подходит”.
Пожалуй вдогонку замечу, что технология литья наших материалов имеет свои ограничения. Так, реакция экзотермическая (идет с выделением тепла), а температурный коридор реакции невелик, поэтому без изменения химии (с падением физмех характеристик) невозможно залить массивные изделия с большой толщиной. Слишком тонкие слои – тоже плохо, на толщине стенок менее 2 мм начинают играть роль капиллярные силы и материал может не пролиться. Поскольку процессы полимеризации протекают не при комнатных условиях, максимальные физические размеры также ограничены имеющимся оборудованием.
Оборудование, используемое для изготовления поролона
Одним из необходимых условий изготовления поролона, является точное соблюдение заданной рецептуры, поскольку химическая реакция, которая является основой приготовления смеси, осуществляется на молекулярном уровне.
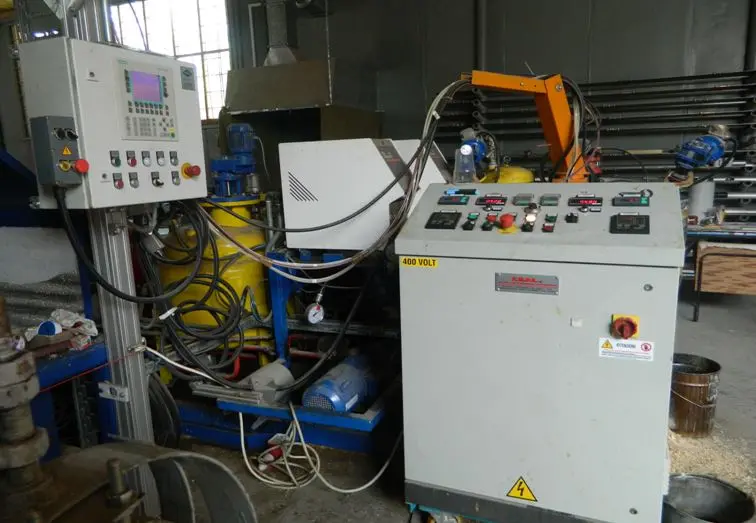
Кроме того, не менее важным является качество и температура, которую имею ингредиенты пред началом смешивания. Оборудование, которое используется для производства этого материала, должно обеспечить не только правильную дозировку, но и придание температурных характеристик исходному материалу.
Поэтому большинство устройств, которые осуществляют предварительную подготовку и дозировку, оборудованы различными датчиками и автоматизированными системами, которые призваны обеспечить контроль за показателями ингредиентов.
В зависимости степени автоматизации и сложности используемого для этого оборудования, напрямую зависит цена линии по изготовлению поролона, а так же качество товара который выпускается с его помощью.Линии оборудования, которые используется для изготовления поролона — однотипны. Отличие в комплектации зависит лишь от метода производства поролона.
Видео: процесс производства поролона
В зависимости от объемов и серийности производства, существуют непрерывный и периодический методы его изготовления. Отличаются они по методу извлечения пены, в непрерывном производстве извлечение пены осуществляется постоянно и вспененный материал подается на форму которая выполнена в виде транспортировочной линии.
Среди основных устройств, которые используются в процессе изготовления поролона можно выделить:
- устройство — дозатор ингредиентов;
- устройство (машина) для вспенивания (в зависимости от конструкции может быть высокого давления);
- матрицы (формы) для заливки пены – для блочного (прерывного) метода и для непрерывного метода — транспортер;
- тепловая камера для осуществления окончательного затвердевания (с поддержкой заданной температуры);
- устройство для распиловки поролона по шаблону (ленточнопильный станок вертикальной или горизонтальной конструкции);
- дополнительное оборудование для подачи воды (насосы);
- дополнительное оборудование для подачи электроэнергии (трансформаторы, генераторы и так далее);
- устройство для принудительной вентиляции помещения (вентилятора, кондиционеры);
- транспортеры и манипуляторы для автоматизации производственных процессов.
Также в некоторые высокоавтоматизированные линии, могут входить различные упаковочные агрегаты и машины, по изготовлению ленточного или измельченного поролона, для использования его в качестве наполнителей.
Поскольку изготовления поролона относится к процессам сопряженным с выбросами токсичных и вредных веществ, то обязательным условием сооружения производственной линии, является наличие специальных устройств, которые позволяют проводить не только принудительную вентиляцию помещений, но и следить за степенью загрязненности воздуха.
Рынки сбыта готовой продукции

В первую очередь это строительная сфера. Вы сможете осуществлять внешние утеплительные работы зданий. Например, утеплить ангар в форме арки лучше всего способом напыления. Также Вашими услугами могут воспользоваться те люди, которые решили использовать его в качестве между стенного наполнителя. Если сравнить теплоизоляционные свойства с кирпичем, то 4 см такого утеплителя равны 76 см кирпича. Еще одним потребителем Ваших услуг могут стать автомобилисты, ведь это надежный шумоизолирующий не токсичный материал.
Методом заливки можно производить различные декоративные элементы, которые пользуются в наше время большим спросом. Их можно отдавать на реализацию в различные строительные магазины, или реализовывать самому.
Как видите, область работ с данным материалом довольно широка. Вам требуется лишь приобрести необходимое оборудование и позаботится о рекламе.
Имея оборудования по заливке можно производить и эластичный ППУ (поролон). А его сфера сбыта еще больше (игрушечная промышленность, мебельная промышленность и многое другое). Но об этом мы поговорим в следующей нашей статье.
Газожидкостная установка производства пеноизола (ГЖУ)
Предназначена для производства карбамидного пенопласта (пеноизол).
Комплект поставки:
1. ГЖУ для производства пеноизола; 2. Подающий шланг (гофрированный шланг серии 700N, серии 384 (Россия, Германия)); 3. Комплект кранов для подключения емкостей; 4. Паспорт; 5. Техрегламент; 6. Техусловия; 7. Копии сертификатов; 8. Рекомендации по применению, обучение работе.
Применяем двигатели и помпы производства Италии, Германии.
Новая газожидкостная установка очень компактна и переносится одним человеком.
ГЖУ упакована в картонную коробку .
Технические характеристики:
производительность (м3/час)
5-6
Расход воздуха (л/мин)
400-500
Давление воздуха (атм.)
2-2,5
Напряжение сети (В)
220
потребляемая мощность (кВт/час)
1
Длина шланга подающего пену (м)
8
габариты (Д х Ш х В)
40 х 40 х 50,
масса
35 килограмм,
обслуживающий персонал
2 человека.
| Предназначен для производства сжатого воздуха Технические характеристики: потребляемая мощность 4 кВт, рабочее давление до 6 атм, производительность 500 литров в минуту. |
| Цена компрессора для производства пеноизола: 42 900 руб. |
| В качестве емкостей для компонентов пеноизола служат самые обычные бочки. Они могут быть полиэтиленовыми или железными. Объемы емкостей для подачи смолы и раствора пенообразователя, как правило, одинаковые и могут быть от 30 до 200 литров. Все зависит от того, где используется оборудование: если в стационарном цехе, то лучше смонтировать бочки большего объема, если же непосредственно на стройплощадке, то лучше взять бочки объемом до 50 литров. Для промывочной воды можно взять емкость объемом 20 — 25 литров независимо от места использования ГЖУ, |
| В дно или в боковую стенку бочки с компонентами пеноизола врезается штуцер. |
| Емкости для компонентов пеноизол должны быть смонтированы таким образом, что бы жидкость из них могла самотеком поступать в ГЖУ производства ПЕНОИЗОЛ. Минимальное расстояние от дна емкости до уровня пола должно быть не менее 20 — 25 см. |
| Для удобства использования ГЖУ непосредственно на стройплощадке мы предлагаем колесную тележку, на которой размещается ГЖУ и три емкости для компонентов пеноизола. |
| Габариты транспортной тележки для емкостей и установки по производству пеноизола — 1700 х 400 х 600 мм. |
| Цена тележки с тремя бочками компонентов пеноизола — 9 900 рублей. |
Помимо поставки оборудования мы можем осуществить шефмонтаж непосредственно у Вас на месте , с обучением Вашего персонала работе на ГЖУ. Эта услуга стоит 3900 руб. + расходы на транспорт и командировочные.








Источники отходов и методы переработки
Основными источниками поролона вторичного вспенивания считаются:
- в производственном секторе — обрезки и некондиционный материал;
- в сфере потребления — отходы теплоизолирующих материалов, упаковки, автомобильных деталей, постельных принадлежностей, подложек под ковровые покрытия.
Из всех разработок последних лет наибольшее распространение получили регенерация энергии, химическая и механическая переработка.
Регенерация энергии

Его можно сравнить с углем, а тепло от сжигания направить на получение электроэнергии или коммунальные нужды.
Этот способ подходит для уничтожения смешанных бытовых отходов с долей поролона до 20 %.
При этом ППУ не вызывает повышения зольности и выделения вредных газов. Сжигание проводят в цементных печах и пиролизных установках.
Химический способ
Деполимеризацию, или разложение на составляющие с меньшей молекулярной массой, проводят двумя способами:
- гидролизом;
- гликолизом.
Массовая доля вторичного продукта при производстве составляет до 90 %.
Химическая переработка обеспечивает расщепление макромолекул с полным разрушением поперечных сшивок, однако работает только с однородными отходами с известным составом.
Механическая переработка
Механический рециклинг подразумевает дробление отходов и получение поролона вторичного вспенивания (ПВВ). Крошка из фабричных обрезков служит наполнителем в производстве эластомеров с хорошо прогнозируемыми свойствами.
ПВВ имеет массу применений:
- Мебель. Вторично вспененный поролон применяется для изготовления беспружинных матрасов. Из него делают бескаркасную мебель различных форм и размеров, а также рекламные подиумы.
- Спорт. ПВВ является основой для матов и ограждений. В зависимости от назначения (гимнастические, борцовские, детские, атлетические) применяют продукт с различной плотностью.
- Звукоизоляция. Помимо теплоизолирующих свойств материал отличается хорошим звукопоглощением. Из него делают виброизолирующие развязки для строительных конструкций, вентиляционного оборудования, акустические панели для обшивки стен зданий, кузовов автомобилей.
- Медицина. Вторичный поролон применяют для изготовления ортопедических оснований, кушеток, ковриков для антисептической обработки.

В отличие от первых двух способов, подразумевающих наличие сложного и дорогостоящего промышленного оборудования, большие объемы вторичного сырья, механическая переработка может вестись в условиях небольшого цеха в качестве бизнес-проекта.
Меры предосторожности при производстве пенополиуретана
Производство ппу предусматривает некоторые меры предострожности. Это связано главным образом со спецификой компонентов ппу. При контакте со слизистыми оболочками может вызвать раздражение. Изоцианат, используемый при производстве ппу оказывает раздражительное действие на кожу и дыхательные пути. Поэтому при производстве ппу необходимо чтобы глаза, дыхательные пути и кожа оператора были защищены от попадания компонентов. При производстве пенополиуретана методом напыления в воздухе образуется взвесь из вспененных ппу компонентов, так называемый аэрозольный туман. Он оседает на одежде и на близко стоящих автомобилях. Такой налет зачастую удается удалить только механически. Запрещается выливать не переработанные компоненты в канализацию или водоемы, так как это вызывает сильное засорение. Не переработанные пенополиуретан компоненты стоит уничтожать на специализированных свалках. Пролитые при производстве пенополиуретана компоненты рекомендуется посыпать древесными опилками, в которые они лучше всего впитывается. После отвердевания, становиться полностью безвредным как для человека так и для окружающей среды.
Пенополиуретан оборудование для заливки
Заливочное оборудование под производство пенополиуретана отличается увеличенной производительностью. Это обосновано необходимостью изготовления формованных изделий большого объема. Для удобства работы, заливочные машины для производства пенополиуретана оснащаются таймером заливки. Такой прибор следит за временем подачи нужного количества сырья в форму и автоматически отключается. Таймер времени заливки при производстве ппу позволяет предельно точно дозировать сырье, избегая брака изделия ввиду «недолива» нужного количества компонентов или же наоборот «перелива». На практике было установлено, что пенополиуретан оборудование, оснащенное таймером времени заливки, экономит до 40 % сырья.
При производстве формованных изделий из жесткого пенополиуретана для теплоизоляции применяются специальные пресс формы ппу. Для производства теплоизоляционной скорлупы используют пресс формы в виде полуцилиндрических полостей. При производстве скорлупы ппу в такую форму подается нужное количество пенополиуретановой смеси, после чего она закрывается. В пресс форме происходит реакция, в ходе которой пенополиуретан вспенивается, отвердевает и занимает всю форму. Спустя несколько минут форму открывают и вытаскивают готовый продукт. По аналогичной схеме происходит изготовление теплоизоляционных панелей из пенополиуретана.
Среди оборудования можно встретить комбинированные установки ппу, позволяющие заниматься производством ппу как методом заливки так и методом напыления.
Технология производства поролона
Сырье для поролона – полиол и диизоцианаты. Вещества эти при несоблюдении технологии могут быть вредны для организма человека. Но если в цехе обеспечена хорошая вентиляции, и в переработку поступают только качественные «ингредиенты», химических отравлений персонала и вредных выбросов в атмосферу не будет. Конкретное соотношение компонентов будет зависеть от вида выпускаемого поролона. Всего их несколько:
- Стандартный (ST). Для выпуска продукции используется 1 вид полиола. Жесткость полученного материала определяется его плотностью.
- Повышенной жесткости (EL). В процессе изготовления поролона используются несколько видов полиола для придания готовой продукции особой жесткости. В идеале, именно этот материал должен использоваться при производстве мебели. Но из-за высокой цены многие мебельщики от него отказываются.
- Жесткий (HL). Технология изготовления мало отличается от предыдущего способа. Но конечная цена продукта, за счет более дешевого сырья, значительно ниже.
- Высокоэластичный (HR). Материал изготавливается на базе специальных марок полиола. После прохождения сырья через оборудование, получаются поролоновые блоки.
- Мягкий (HS). Это мягкий, упругий материал, используемый для изготовления некоторых видов мягкой мебели и подушек. В данном случае используются компоненты для поролона, которые придают материалу большую пористость.
Есть и специальные марки поролона, которые в дальнейшем идут на изготовление губок для мытья посуды, самоклеющихся утепляющих полосок. Есть поролон, который обладает шумоизоляционными свойствами. Цены на продукцию в этом случае будут несколько выше.
Лучше сразу договориться с поставщиками об оптовых поставках сырья – так будет обеспечена бесперебойная работа производственного оборудования.
Технология производства поролона зависит от метода – непрерывного и периодического. Чтобы выбрать подходящий вариант, необходимо оценить планируемую мощность завода, используемые сырьевые компоненты. Небольшим предприятиям целесообразно внедрить на производстве периодический метод. «Усредненная» технологическая схема изготовления поролона выглядит так:
- Подготовка сырья – приемка, дозирование.
- Смешивание жидких компонентов
- Вспенивание массы.
- Закладка массы в специальные формы с откидными стенками.
- Охлаждение форм.
- По истечению 3 суток осуществляется резка поролона на листы нужного размера.
В процессе изготовления готового материала образуются отходы. Их можно либо продавать потребителям (тем же мебельным фабрикам, например), а можно спланировать производство вторичного поролона. Технология подразумевает вспенивание поролоновой крошки и обрезков с особым клеем с дальнейшим прессованием массы под давлением. Готовая продукция имеет отличные качественные характеристики – повышенная прочность, звукоизоляция, долговечность. Именно таким способом осуществляется производство акустического поролона и матов для спортивных залов. Так вы найдете больше покупателей, заинтересованных в выпускаемой продукции.
Поролон вторичного вспенивания выпускается нескольких марок – ВВ-60, ВВ-80, ВВ-100, ВВ-120, ВВ-140, ВВ-160. Материалы отличаются по свойствам и физико-химическим показателям.
Положения СП по проектированию ППУ труб
Представленный Свод правил (СП 41-105-2002) содержит нормативы и указания, относящиеся к проектированию и постройке тепловых сетей из стальных («черных») труб и фасонных изделий, покрытых индустриальной изоляцией из ППУ.

Производство ППУ труб проходит по строгим контролем, в соответствии со стандартами ГОСТ
Положения по СП определяют:
1. Наличие линейных проводников для ОДК, осуществляющих контроль состояния влажности.









2. Марки стали для эксплуатации в районах с наружной температурой воздуха ниже 0 градусов:
- до -30 градусов – применяются марки стали 10, 20 и Вст3сп5;
- до – 40 градусов – марки 17ГС, 17Г1С или 17Г1СУ;
- до – 50 градусов – марка 09Г2С.
3. СП допускают запас толщины стенки внутренних труб, отведенный на коррозию, по требованию заказчика к конкретной организации.
4. Если при внутренней прокладке появляется вероятность овализации трубы под тяжестью грунта, СП рекомендует использование усиленных стенок.
5. Концы труб, не изолированные в заводских условиях для простоты монтажа, должны покрываться антикоррозийными мастиками на все время монтажа.
6. Согласно СП, производство теплоизолированных труб с диаметром 530-720 мм рассчитано на бесканальную прокладку тепловых сетей на всей территории РФ и стран ближайшего зарубежья.
7. СП также обязывает производителей поставлять в комплектации с ППУ трубами элементы, такие как:
- щитовые железобетонные опоры;
- осевые компенсаторы;
- компенсаторы стартовые;
- элементы для изоляции соединений встык;
- пенополиуретановые компоненты для заливки стыков;
- уплотняющие гильзы из резины или полимеров;
- приборы систем для дистанционного контроля.

Завод, производящий ППУ трубы, также выпускает разнообразные фасонные части, опоры и прочие комплектующие для этого типа изделий
Помимо этого, СП оговаривает условия статической прочности и рекомендует производителям производить необходимые расчеты с помощью программ для настольного ПК.
Технические характеристики труб в ППУ изоляции в ОЦ оболочке
| Наружный диаметр стальной трубы | Условный диаметр стальной трубы | Стандартная толщина стенки стальной трубы | ТИП 1 | ТИП 2 | ||
| Диаметр ПЭ оболочки | Толщина стенки ПЭ оболочки | Диаметр ПЭ оболочки | Толщина стенки ПЭ оболочки | |||
| d.мм | d.мм | S.MM | D.mm | S.mm | D.mm | S.mm |
| 32 | 25 | 2,0 | 90 | 3,0 | 110 | 3,0 |
| 38 | 32 | 2,8 | 110 | 2,5 | 125 | 3,0 |
| 45 | 40 | 2,8 | 110 | 2,5 | 125 | 3,0 |
| 57 | 50 | 3,5 | 125 | 3,0 | 140 | 3,0 |
| 76 | 70 | 3,5 | 140 | 3,0 | 160 | 3,0 |
| 89 | 80 | 4,0 | 160 | 3,0 | 180 | 3,0 |
| 108 | 100 | 4,0 | 180 | 3,2 | 200 | 3,2 |
| 133 | 125 | 4,5 | 225 | 3,5 | 250 | 3,9 |
| 159 | 150 | 4,5 | 250 | 3,9 | 280 | 5,6 |
| 219 | 200 | 6,0 | 315 | 4,9 | 355 | 5,6 |
| 273 | 250 | 7,0 | 400 | 5,6 | 450 | 5,6 |
| 325 | 300 | 7,0 | 450 | 5,6 | 500 | 6,2 |
| 426 | 400 | 7,0 | 560 | 7,0 | 630 | 7.9 |
| 530 | 500 | 7,0 | 630 | 7.9 | — | — |
| 630 | 600 | 8,0 | 800 | 8,9 | — | — |
| 720 | 700 | 8,0 | 900 | 10,0 | — | — |
| 820 | 800 | 8,0 | 1000 | 11,2 | 1100 | 13,8 |
| 920 | 900 | 10,0 | 1100 | 12.4 | 1200 | 14,9 |
| 1020 | 1000 | 11,0 | 1200 | 13,8 | — | — |
Что нужно для изготовления формы
Чтобы форма из полиуретана получилась качественной нужно сделать хорошую матрицу. Как собрать матрицу можно почитать тут. Также вам понадобится сам полиуретан для заливки форм, ведерко, палочка для замешивания (или шуруповерт с миксером), пластиковый шпатель (я его сделал из крышки пластикового ведерка), весы и смазка. В качестве смазки я использую восковую разделительную смазку ВС-М. Можно также взять мыльный раствор, растрясти его, чтобы получилась пенка и ею обработать матрицу, но лично мне, ВС-М мне нравится больше.
Ну и конечно же нужно помещение с пониженной влажностью и комнатной температурой. Хотя, честно признаюсь, я формы заливал всего при +5 градусов. Полиуретан не такой текучий при такой температуре, но других условий у меня не было.
Литье полиуретана в домашних условиях
Самый простой способ получить более-менее приемлемый результат без промышленного оборудования заключается в помещении формы с залитым полиуретаном в камеру, в которой создается повышенное до 4 атмосфер давление. Форма остается в камере до полного затвердевания материала. Кстати, оснастку желательно изготавливать из силикона, а компаунды со временем жизни менее 5-10 минут рассматривать не стоит.
Если необходимо разово изготовить до 10 деталей, то лучше всего обратиться к знакомому, у которого уже есть хотя бы емкость, компрессор и набор оборудования. Для кустарного мелкосерийного производства нужно будет приобрести, по крайней мере, автомобильный компрессор и защитное снаряжение (минимум – хим-фартук, химстойкие перчатки, очки или маска и респиратор).
Однако даже имея такой набор, при литье полиуретана в домашних условиях высока вероятность возникновения дефектов в готовой продукции, и вызвана она в первую очередь пузырьками воздуха в расплавленном сырье и невозможностью контролировать скорость заливки.
Производство ППУ методом заливки
Для этого способа важно иметь необходимое оборудование, наличие компонентов для производства пенополиуретана. Так же, как в методе напыления, механизм обеспечивает непрерывную подачу и интенсивное перемешивание смеси
Особенностью является только то, что реакционная масса подается не под давлением, а разливается по формам или полостям
Для того, чтобы на выходе получить хороший продукт, используются смеси с замедленным временем вспенивания. Чаще всего заливка элементов проходит в несколько этапов, порционно. Потому что не всегда получается точно высчитать объем заполнения
Особенностью является только то, что реакционная масса подается не под давлением, а разливается по формам или полостям. Для того, чтобы на выходе получить хороший продукт, используются смеси с замедленным временем вспенивания. Чаще всего заливка элементов проходит в несколько этапов, порционно. Потому что не всегда получается точно высчитать объем заполнения.

Получение пенополиуретана
Синтез ППУ, как было сказано ранее проходит в ходе реакции полиола и полиизоционата. Такой процесс относится к реакциям поликонденсации, в результате которой выделяется побочный продукт. В случае с ППУ этим продуктом является углекислый газ СО2. Газ не удаляется из вязкой среды образующегося полимера, а формирует пузырьки внутри него. Таким образом получается вспененная структура пенополиуретана.
ППУ в зависимости от марок используемого сырья, соотношения компонентов, условий получения и т.п. может быть жестким и мягким, а также различной плотности. Известно, что тонна исходных компонентов дает порядка 20 куб. метров ППУ плотностью около 50 кг/м3. Такой объем готового теплоизолирующего материала всего из 4-5 бочек сырья обусловливает широчайшее применение ППУ в современном строительстве.
Тем не менее, пенополиуретан получают и в заводских условиях. Чаще всего жестким ППУ изолируют стальные или пластиковые трубопроводы и фитинги, а мягкий пенополиуретан идет на производство мебели. В этом случае используют заливочные машины высокого давления. Компоненты поступают под давлением в специальную головку, где смешиваются и с высокой скоростью впрыскиваются в специальную форму. Таким образом происходит одновременный синтез полимера и придание ему нужной формы.
Основным параметром качества вспененного ПУ, как и любого другого аналогичного материала, является плотность. Она должна соответствовать нормативной документации и быть равномерной по объему заводского изделия
Также очень важно распределение размеров пор. Они не должны быть слишком большими или же резко отличаться по размеру друг от друга
Эти параметры на современных предприятиях контролируются лабораторно.
Финансовые расчеты
Запуск фирмы требует определенных денежных средств для успешности проекта с первого дня. Все суммы указаны в российских рублях.








| Оборудование | 400 000-900 000 (в зависимости от размера производства) |
| Утилизация мусора | 30 000 |
| Услуги транспорта | 150 000 |
| Закупка сырья и дополнительного инструмента (в том числе — защитных костюмов для сотрудников фирмы) | 500 000 |
| Непредвиденные расходы (ремонт, штрафы и так далее) | 300 000 |
| Зарплата работников | 300 000 |
| ИТОГО: необходимый размер первоначального бюджета | До 2 000 000 |
Отдельное внимание уделите расходам на оборудование. Приобретать его следует по отдельности для каждой линии: чем крупнее производство, тем большее количество техники понадобится, следовательно, выше расходы
Здесь сэкономить невозможно – линия должна работать непрерывно каждый час смены.
- Смеситель для поролона (СП-01) – в пределах 250 тысяч рублей.
- Форма-блок (БФП-2) – от 75 тысяч рублей.
- Станок для термической резки материала (С-11) – от 130 тысяч рублей.

Несмотря на то, что первоначально нужна большая сумма, бизнес может окупится уже через пару месяцев. При изготовлении 700 листов за одну смену (при половинной загрузке техники) с ценой 150 рублей за лист вы получите доход 1,3 миллиона в месяц. Таким образом, со всеми тратами вы сможете окупить производство уже через 5-7 месяцев после запуска.
Виды пенополиуретана и технологические особенности производства поролона
Рабочих нужно также обеспечить специальной формой, очками, резиновыми перчатками и респираторами, что они как можно меньше вдыхали вредные примеси.
Итак, чтобы создать пенополиуретан, понадобится 3 компонента:
- Вода.
- Изоцианат.
- Полиэфир.
Все составляющие нужно закупать, ибо их производство своими силами повлечет дополнительные расходы.
Теперь рассмотрим процесс производства поролона разных видов:
| Периодичный поролон | Все составляющие нужно смешать производственным миксером и вылить в специальную форму. За несколько минут материал начнет подниматься и набирать свою форму из-за воздействия воды на химические вещества. В форме материал должен пробыть 15-20 минут. Затем его нужно извлечь и перенести в помещение с низкой температурой (10-15 градусов) для окончательной формировки на 24 часа. Готовый поролон нарезают на куски и отправляют потребителю. |
| Вторичный поролон | Полиуретановые связующие и поролоновая крошка, которая осталась после производства периодичного поролона, являются основой вторичного производства. Такой материал намного жестче и обладает высокой стойкостью. Вторичный поролон используют на мебельных фабриках, как верхний слой, чтобы защитить от износа первичный поролон. |
| Акустический поролон | Чтобы звукоизолировать помещение, необходимо использовать плотный поролон, который производят из поролоновой крошки. Акустический поролон бывает 2-х видов – рельефный (волна или пирамида) и безрельефный, который отличается еще и толщиной. От толщины поролона зависит коэффициент звукопоглощения. |
Итоги
Производство поролона не отличается сложным технологическим процессом. Проблемы могут быть связаны с выделяющимися вредными веществами, которые необходимо нейтрализовать или улавливать перед выбросом в окружающую среду. Несоблюдение этих правил приведет к проблемам с уполномоченными органами, курирующими эту сферу.
Для получения качественного продукта, необходимо закупать сырьевой материал соответствующего регламенту нормативных актов состава. Такой подход к ведению деятельности позволит сформировать постоянную клиентскую базу оптовых покупателей. Все инвестированные в бизнес средства окупятся уже через год.