Помещение и персонал
Платы заводской сборки ценятся производителями любой электроники, но для организации такого производства необходимо помещение и достаточное количество персонала. Требования к помещению:
- минимальная площадь – 80 м2;
- наличие электрического питания в три фазы 380В;
- специализированные стоки канализации, куда будет происходить уход жидких смесей с химических этапов производства;
- промышленная вытяжка;
- снабжение водой;
- циркуляция сжатого воздуха.
Производство такого типа оптимально обустраивать в промышленных зонах. Без знаний организовать такой бизнес трудно и возможно лишь в форме соинвестирования. Поэтому в персонале обязательно нужны специалисты. На начальном этапе для мелкосерийного производства понадобятся:
- операторы универсалы, которые будут следить за процессом изготовления печатных плат – 4 человека;
- специалист по контролю качества;
- начальник производства;
- разнорабочие: грузчики, уборщицы, этих специалистов можно привлечь по договору найма при необходимости.
Также понадобится маркетолог, бухгалтер, секретарь. На легком производстве на эти должности также можно найти сотрудников по договору подряда.
При расширении бизнеса количество персонала может быть увеличено.
Возможно, вам также будет интересно
Все статьи цикла Наибольшее практическое и широкое применение для получения эпоксидных смол нашли дифенилолпропан (диан или бисфенол А) и эпихлоргидрин. Реакция получения эпоксидной смолы протекает по схеме, изображенной на рис. 1. Реакция протекает в щелочной среде в присутствии раствора NaOH. Ниже приводятся примерная рецептура и технология изготовления эпоксидной смолы. Состав: Дифенилолпропан — 100 массовых частей
Начиная с 1994 года, отмеченного первым полетом Боинга 777, оснащенного ЖКдисплеями, стало ясно, что дисплеи этого типа скоро будут доминировать в бортовой аппаратуре самолетов нового поколения. После 40 лет разработок ЖК-дисплеи достиг ли, наконец, качества, соответствующего тре бованиям, которые предъявляются к первич ным дисплеям на приборной панели гражданских или транспортных самолетов. ЖК-дисплеи прогрес сировали от
Одним из нововведений САПР Vivado, предназначенной для разработки проектов на базе ПЛИС Xilinx серии 7 и последующих поколений, является переход к формату xdc (Xilinx Design Constraints) для описания проектных ограничений. Этот формат полностью заменил использовавшийся ранее ucf (User Constraints File), следовательно, для полноценной работы с Vivado необходимо освоить xdc. Возможности этого формата, основанного на языке tcl и близкого к промышленному стандарту sdc, обширны, поэтому применение его в практике проектирования может помочь разработчикам получать более качественные и воспроизводимые результаты.
Почему стоит выбрать PCBMay для вашей промышленной печатной платы
В нашей мастерской PCBMay работает более 500 человек, а ежемесячная производственная мощность составляет 40,000 XNUMX квадратных метров. Даже в разгар сезона, когда у вас большие потребности, мы всегда можем вас поддержать.
Мы можем помочь нашим промышленным клиентам производить более 100 моделей в день, некоторые модели необходимо производить с быстрым оборотом 24 или 48 часов, наша опытная установка в Шэньчжэне может удовлетворить ваши потребности в больших и малых объемах.
У вас большой объем промышленных печатных плат? PCBMay может предложить бесплатный образец для вашего теста. После того, как тест будет хорошим, вы разместите у нас заказ большого объема.
У нас на складе достаточно сырья, включая KB, Shengyi, ITEQ, Rogers, Taconic, Arlon, Nanya, Teflon и так далее.
Независимо от того, откуда вы и на каком языке говорите, у нас есть разные отделы продаж, которые помогут вам.
Просто отправьте нам запрос, и наш отдел продаж окажет вам поддержку.
Рецепты травильных растворов
Травильный раствор из перекиси водорода и лимонной кислоты
Ингредиенты:
- перекись водорода (3 %);
- лимонная кислота;
- поваренная соль;
- теплая вода (100 мл).
Травильного раствора объемом 100 миллилитров достаточно для удаления фольги из меди (толщина 35 мкм) с площади пластины размером 100 сантиметров квадратных. Приготовленный раствор нельзя хранить. Вместо лимонной кислоты можно использовать уксусную, однако сушить плату придется на улице из-за неприятного запаха.
Достоинства раствора — дешевизна, легкодоступность ингредиентов, высокая скорость, безопасность. Травление можно проводить при комнатной температуре.
Травильный раствор на основе хлорного железа
Раствор на основе хлорного железа не требователен к температуре. Время травления быстрое. Однако скорость убывает по мере расхода хлорного железа в жидкости.
Для приготовления понадобятся: 200 миллилитров воды и 150 грамм хлорного железа в порошкообразном виде. Компоненты перемешивают до полного растворения.
Травильный раствор на основе перекиси водорода и соляной кислоты
Травильный раствор отличается высокой скоростью процедуры и доступностью. Гидроперит или перекись водорода можно приобрести в аптеке.
Для приготовления в соляную кислоту (помешивая ее) тонкой струей вливают раствор перекиси водорода (3 процента). При процедуре травления следует соблюдать меры безопасности, так как соляная кислота разъедает руки и портит другие предметы. По этой причине раствор не рекомендуют применять в домашних условиях.
Травильный раствор на основе медного купороса
Травильный раствор на основе медного купороса используют редко, так как процедура отличается сложностью. К тому же, медный купорос — это ядохимикат, который применяют в сельском хозяйстве для уничтожения вредителей. Продается компонент в торговых точках для садоводов и огородников.
Способ приготовления: медный купорос (⅓ часть) перемешивают с поваренной солью (⅔ части). В смесь вливают 1,5 стакана горячей воды, чтобы соль растворилась.
Время процедуры травления с медным купоросом — около четырех часов. Необходимая температура — от 50 до 80 градусов по Цельсию. Во время травления раствор необходимо постоянно менять.
Способ изготовления печатной платы в домашних условиях пригодится новичкам в сфере электроники. Перед профессиональной работой можно приобрести необходимые навыки дома. Количество методов разнообразно, что повлияет на успех задуманного.
Что такое генератор водорода и как его сделать своими руками
Как сделать металлоискатель своими руками, помощь новичкам
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Как сделать катушку Тесла своими руками?
Делаем открытую ретро-проводку своими руками
Что такое нихромовая проволока, её свойства и область применения
Финансовые расчеты
Стартовые вложения (рубли):
| Расходы | Сумма |
| Помещение в аренду | 15 000 |
| Реформа помещений | 30 000 |
| Оборудование | 65 000 |
| Предмет мебели | 30 000 |
| 25000 | |
| Всего: | 165 000 |
Сумма начальных затрат во многом зависит от того, где будут предоставляться услуги. Домашний ремонт организовать намного проще, можно сэкономить около 45 000 рублей.
Ежемесячные затраты:
| Расходы | Количество (руб) |
| Помещение в аренду | 15 000 |
| Зарплата | 25000 |
| Детали и материалы | 50 000 |
| Всего: | 90 000 |
Если ремонтировать самостоятельно, то можно сэкономить 25 000 руб.
Сколько можно заработать?
Стоимость услуг зависит от техники и сложности работы. В среднем цены от 500 до 2000 рублей. За месяц можно заработать 160 000-200 000 рублей. Все зависит от количества клиентов и поломок. Чистая прибыль может составлять 70 000 рублей и более.
Окупаемость
Если вы зарабатываете 160 000 рублей в месяц, окупаемость составит 3 месяца. За столь короткое время вы сможете вернуть потраченные деньги и продолжить развитие. Дополнительный доход можно получить от продажи комплектующих, различных аксессуаров.
Структура использования ПП в России
На сегодняшний день около трети произведенных печатных плат используются в телекоммуникационных системах, еще треть в ВТ, чуть более 10% в бытовой технике, от 6 до 8 процентов для военных нужд, остальная часть в машиностроении и медицине.
Закрытое производство
По понятным причинам оборонная промышленность России вынуждена ориентироваться на ПП собственного изготовления. Поэтому она является самым крупным заказчиком по производству печатных плат. Продукция ВПК направлена на удовлетворение нужд мощностей по производству авиационной, космической, радиоэлектронной техники и систем управления. Росту инвестиций в этой отрасли способствуют также создание холдинговых компаний, необходимость постоянной модернизации существующей военной техники. Эта отрасль не приспособлена для выпуска товаров массового потребления. Закрытые производства не отличаются высокой производительностью, произведя в среднем 2,8 м2 печатных плат в час.

Контрактное производство
Частные компании составляют основу так называемого контрактного производства. Как правило, они отличаются хорошей технической оснащенностью, имеют квалифицированный персонал и производственные линии с высокой технологической подготовкой. Продукция данного сегмента ориентирована на удовлетворение требований заказчиков. Конкурентоспособность таких компаний обеспечивается внедрением эффективной системы управления и высокой производительностью, достигающей до 5,8 м2 ПП в час. В отличие от предприятий закрытого производства частные компании стремятся минимизировать накладные расходы и непроизводственные издержки.
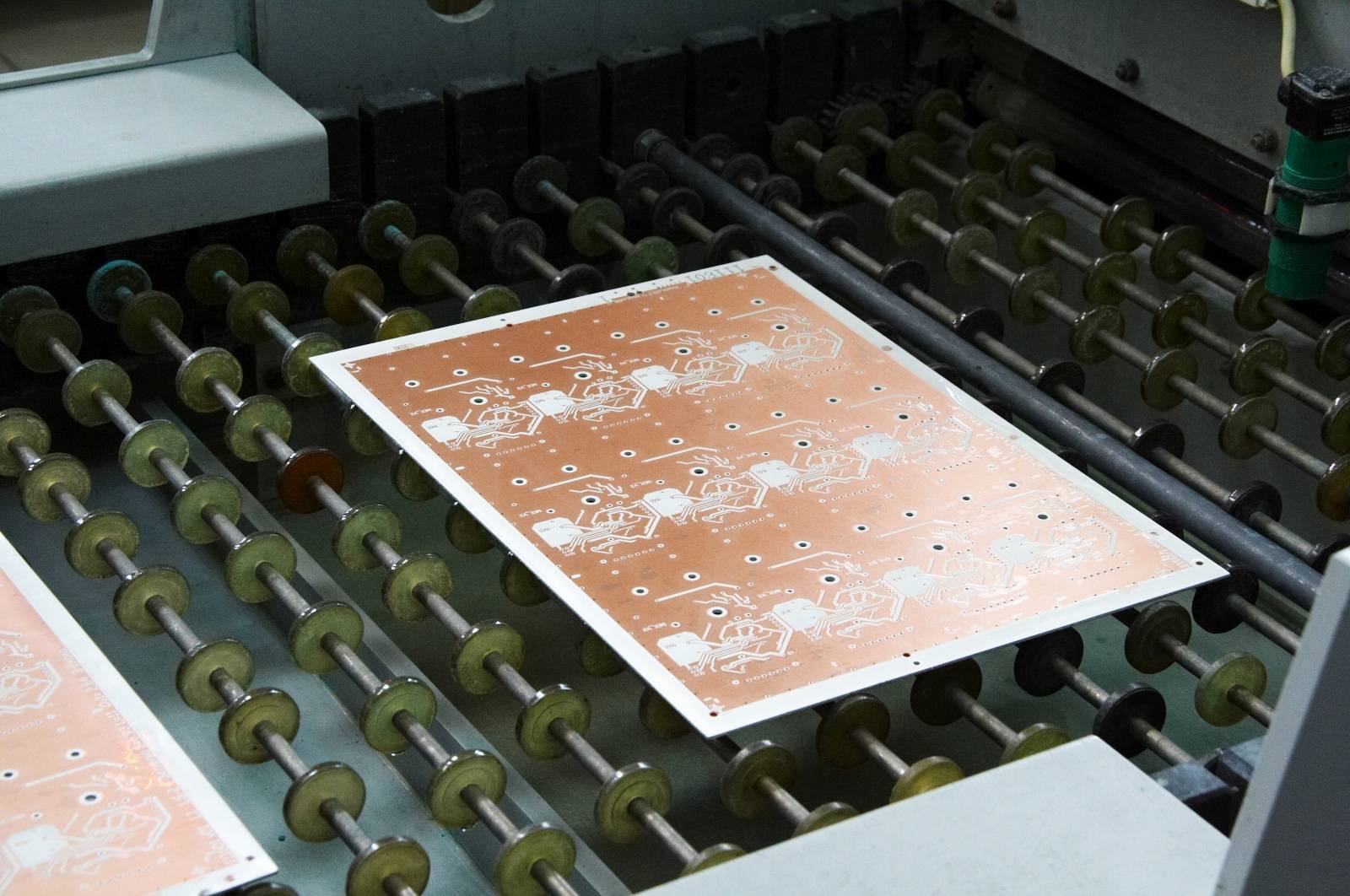
Получение заготовок
Фольгированные материалы выпускаются в листах, размеры которых намного превосходят размеры плат. Поэтому самая первая стадия — это раскрой листа на заготовки, которые могут быть обработанными в имеющемся оборудовании. Исходя из оговоренного выше возможного размера фотошаблона 297*210 мм (формат А4) габариты заготовки (в том числе и групповой) должны ненамного превосходить его. (Кстати, оптимизация раскроя листа на заготовки — это еще одна задача подготовительного этапа.)








Практикой установлено, что для большинства технологических целей достаточен припуск 10-15 мм на сторону, т.е., габариты заготовки на 20-30 мм превышают габариты платы (или группы плат при групповом изготовлении). Вне зависимости от конфигурации платы заготовка для платы (или группы плат) будет иметь прямоугольную форму, поэтому при раскрое листа на заготовки достаточно иметь прямой рез «от края до края».
В условиях единичного/мелкосерийного производства такой рез может быть получен резцом (с последующим разламыванием фольгированного материала), лобзиком (в том числе, электрическим), горизонтально-фрезерным станком (в режиме «циркулярки»), вертикально-фрезерным станком (пальчиковой фрезой) или ножницами, роликовыми или рычажными. Представляется наиболее целесообразным использовать рычажные ножницы со сменными ножами, изготовленными из стали У-8. У-10, ХВГ, калеными до 61 -64 HRC.
В конструкции автора применены такие ножи, при этом путем последовательных переворотов можно в качестве режущих использовать все 4 ребра каждого ножа, прежде чем возникнет необходимость их последующей заточки на плоскошлифовальном станке. Итак, следующая единица оборудования: рычажные ножницы.
После разделения листа на части следует притупить острые кромки и углы полученных заготовок, для чего удобно использовать заточной станок. В другое время он используется для заточки сверл (и использованием приспособления, позволяющего выдерживать заданный угол заточки) с помощью заточного круга с мелким зерном и последующей правкой с помощью алмазного круга.
Итак, заточной станок. (Впрочем, притупление кромок и углов можно выполнить и с помощью приспособления для установки абразивного камня в шпиндель сверлильного станка, только, конечно, не того, которым сверлятся монтажные и переходные отверстия в платах, тот жалко для таких целей использовать.) При этом образуется мелкодисперсная абразивная пыль, поэтому эту операцию следует выполнять в респираторе или марлевой маске (желательно влажной), а к рабочей зоне подвести всасывающее сопло пылесоса.
Отсюда: пылесос, причем обязательно с пылосборным мешком, который следует увлажнить перед работой. По кондуктору (зачем кондуктор – будет показано ниже) сверлятся технологические отверстия в заготовках по 2 с каждой стороны. Эти отверстия используются для подвешивания заготовок при всех последующих операциях, в том числе и при нанесении и сушке фоторезиста, а также для закрепления токоподводов при гальванических процессах.
При сверловке также следует подвести всасывающее сопло пылесоса в рабочую зону, и также эту операцию выполнять в респираторе или маске. Теперь переходим к собственно изготовительной стадии. Хотя описанная здесь подготовка могла бы быть отнесена к подготовительной стадии, но она повторяется не только при первоначальной подготовке, а включена во многие технологические процессы, так что логичнее было бы вынести ее из заготовительного этапа.
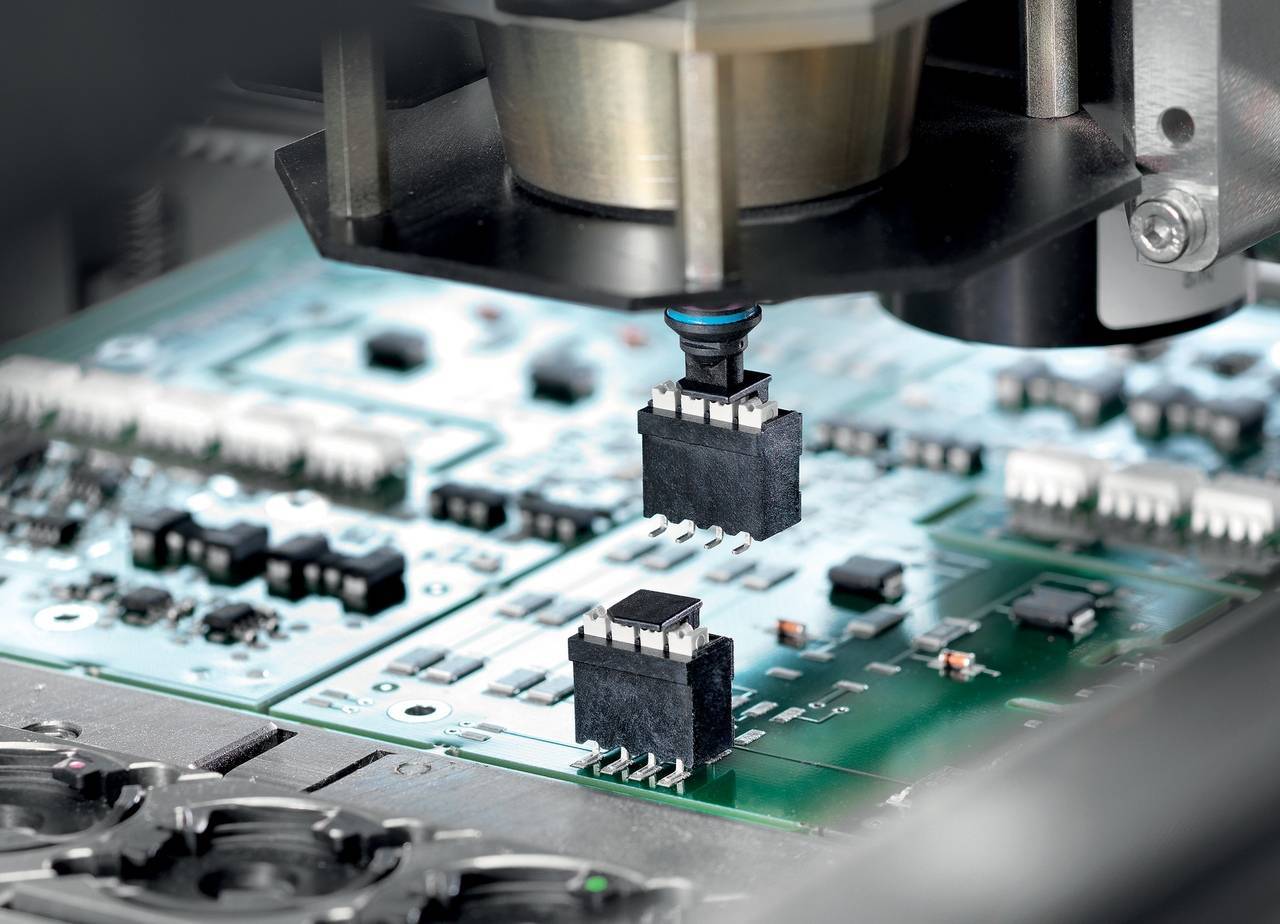
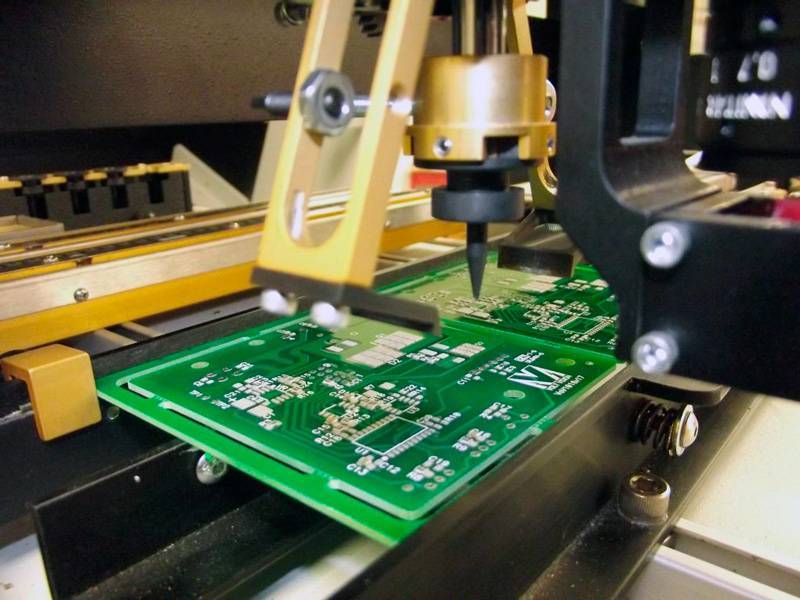
Процесс производства промышленных печатных плат:
Схема промышленной печатной платы:
Когда дело доходит до производства промышленных печатных плат, разработка и компоновка печатных плат являются наиболее важным этапом.
Макет промышленной печатной платы
Этап проектирования при производстве промышленных печатных плат имеет большое значение, потому что дизайн – это то, что решит, насколько хорошо ваша печатная плата будет выглядеть или как она будет работать.
Вы должны нанять дизайнера, который сможет спроектировать вашу печатную плату таким образом, чтобы она отвечала всем требованиям для ваших промышленных приложений.
Чтобы избежать всевозможных ошибок в вашем дизайне, попробуйте использовать новейшее автоматизированное программное обеспечение, которое может помочь вам обнаружить ошибку и быстро устранить ее.
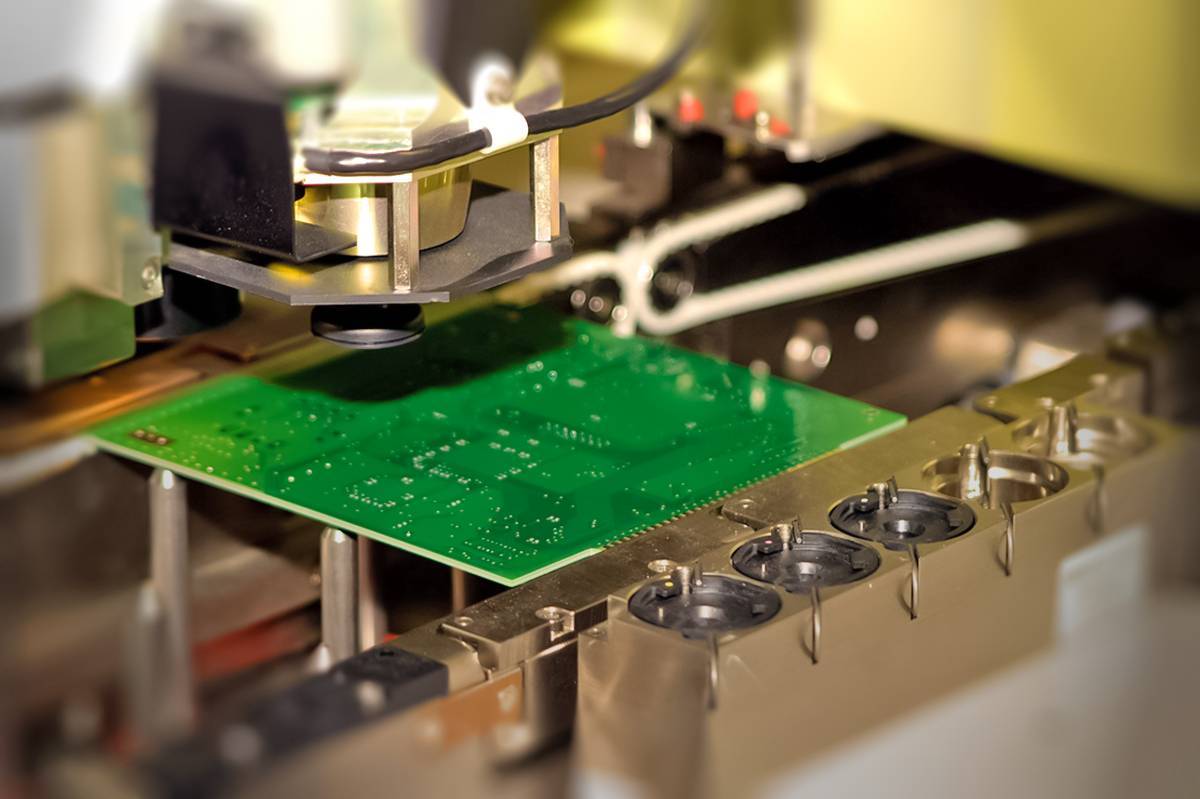
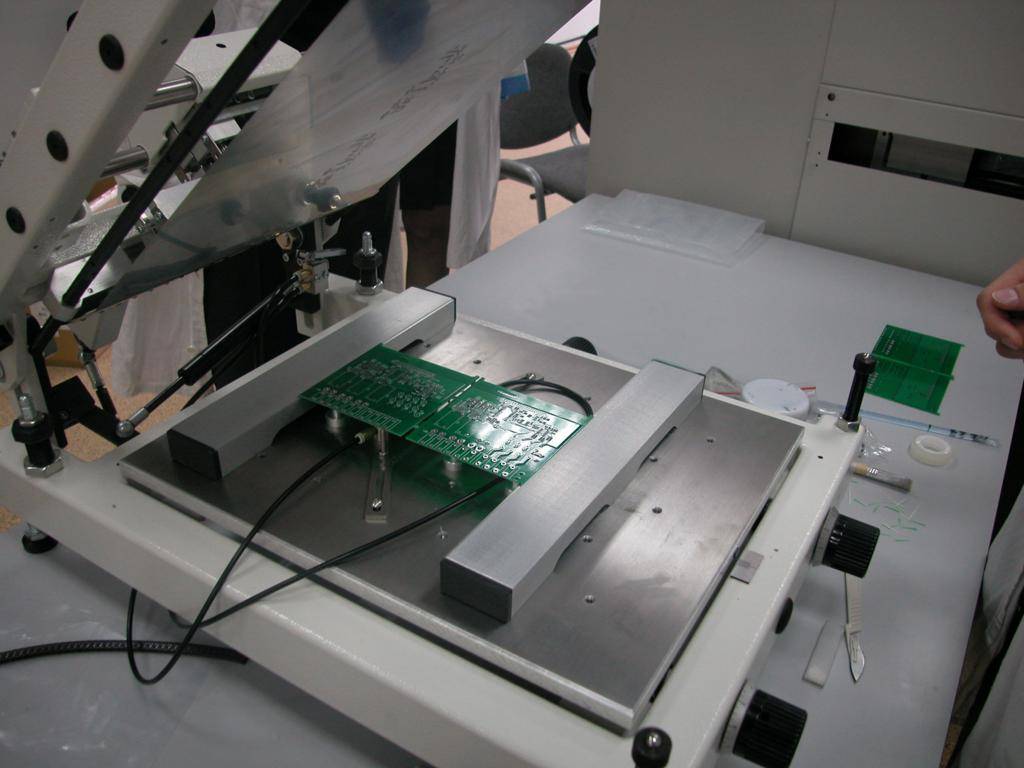
Промышленное прототипирование печатных плат:
После успешного завершения первого шага (проектирование и верстка) попробуйте найти производителя, который специализируется на промышленном прототипировании печатных плат.
Потому что прототипирование – жизненно важный шаг в производстве промышленных печатных плат.
После того, как прототип будет готов к использованию, отправьте его сторонним компаниям для максимально возможного тестирования и выявления неисправностей и ошибок.
После получения результата теста отправьте его своему дизайнеру, чтобы он внес изменения в соответствии с результатом.
Теперь отправьте отредактированный дизайн производителю для окончательной обработки. Как только это будет сделано, переходите к следующему шагу.
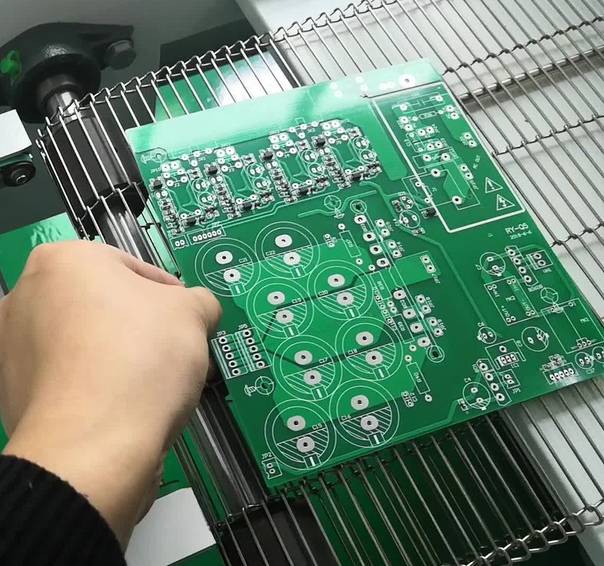
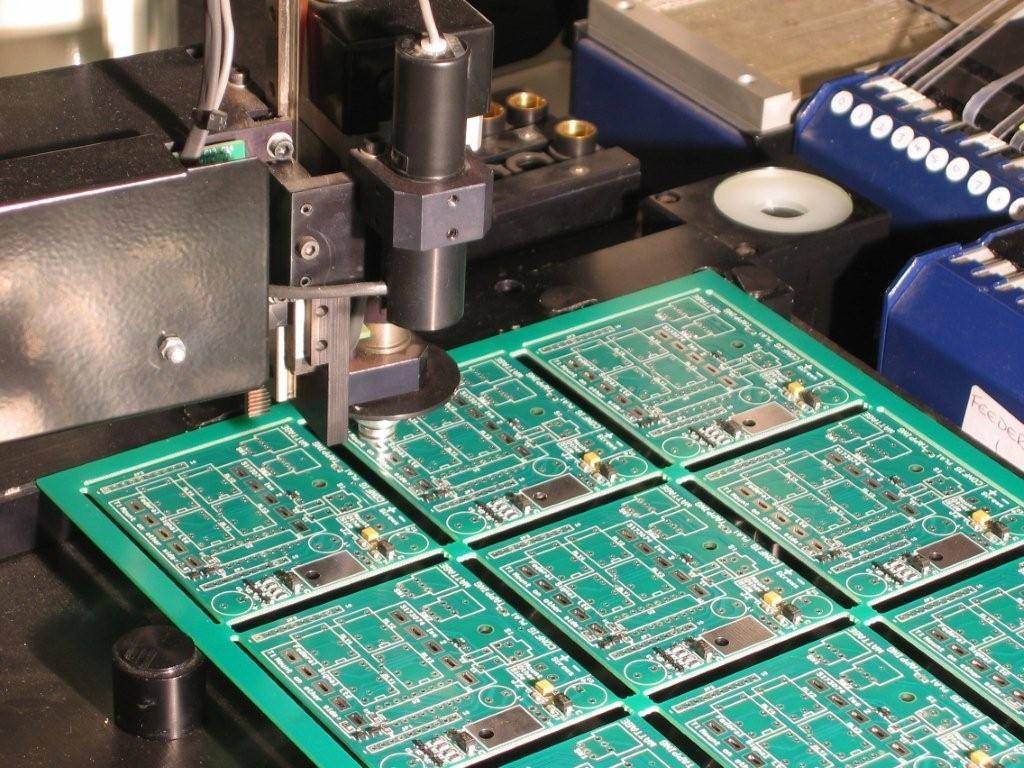
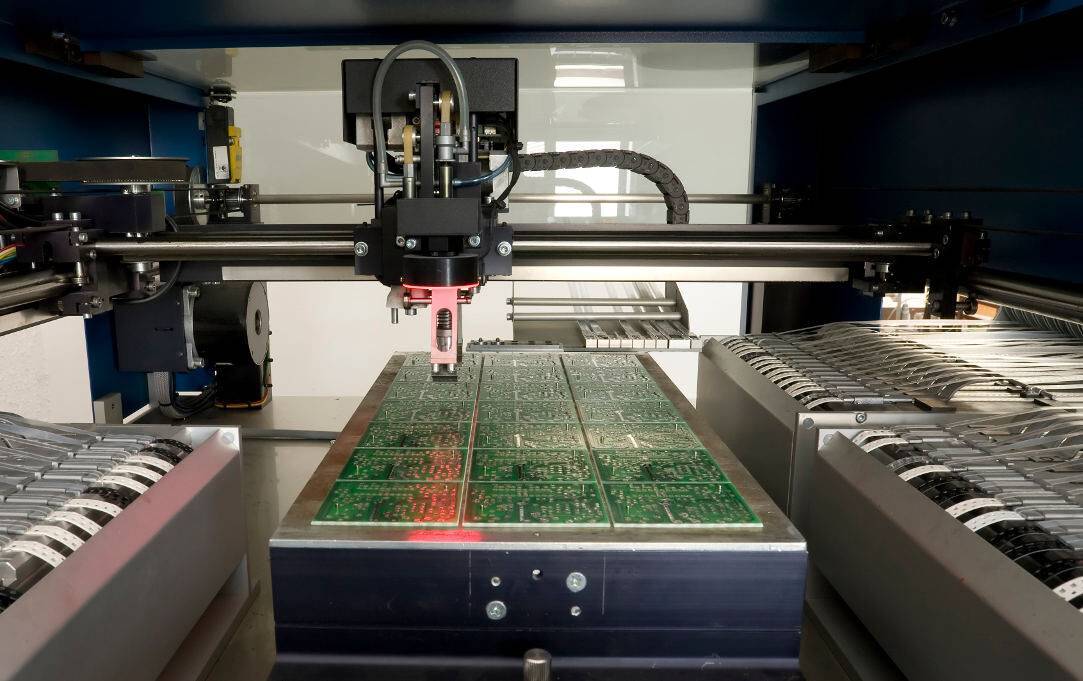
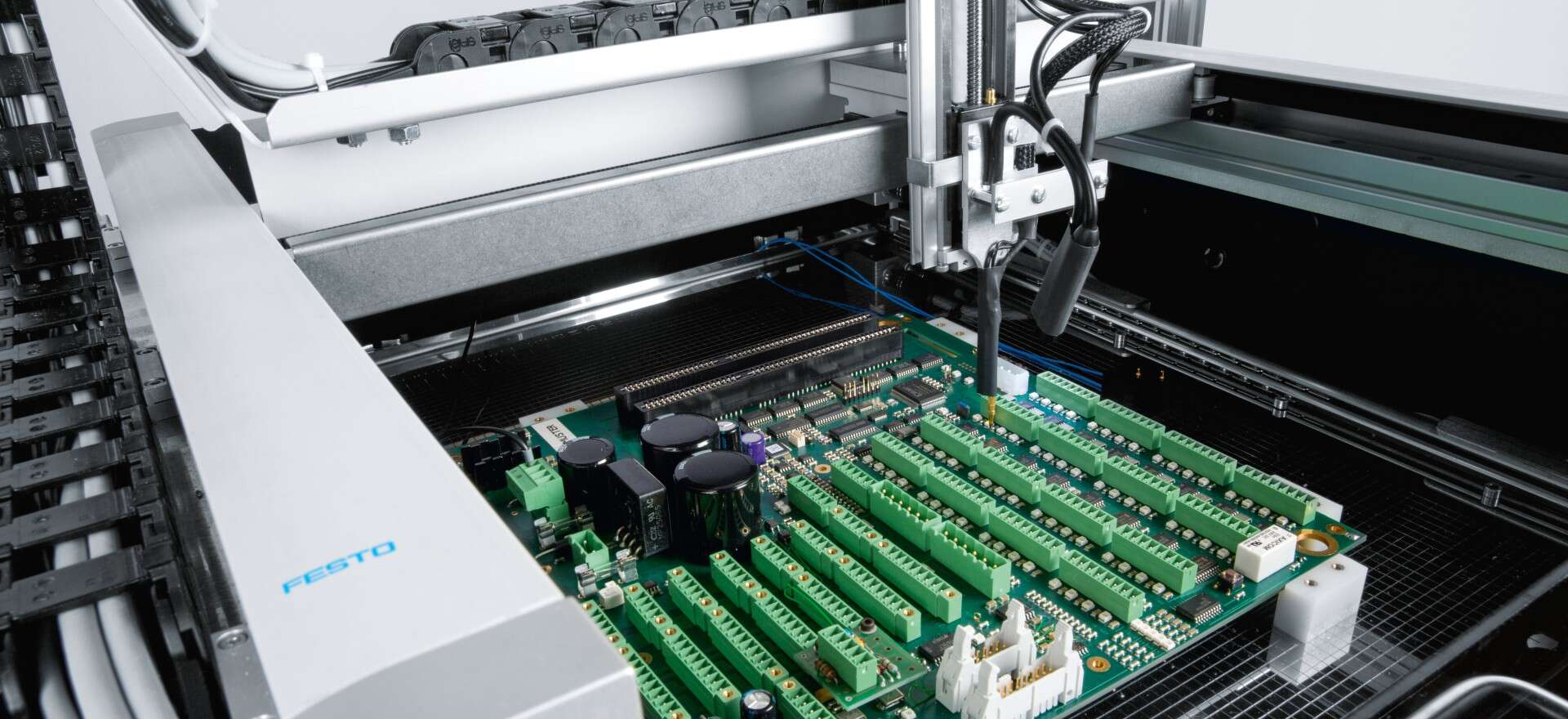
Сборка промышленных печатных плат:
После того, как окончательное изготовление печатной платы будет завершено, мы должны собрать на ней компоненты.
Вы можете сделать Сборка печатной платы от любого производителя.
Промышленная сборка печатных плат
Однако перед выбором производителя важно проверить его прошлую историю и возможности сборки. Проверьте отзывы об этой компании
Узнайте, достаточно ли у них специалистов для сбора. Это даст вам хорошее представление об их качестве.
Наконец, узнайте стоимость сборки одной платы. Соотношение цены и качества у производителя должно быть высоким. Узнайте подробно о сроках доставки и других расходах.
Для промышленных печатных плат производительность и качество являются основным фактором, поэтому старайтесь поддерживать их, даже если вам придется нести дополнительные расходы.
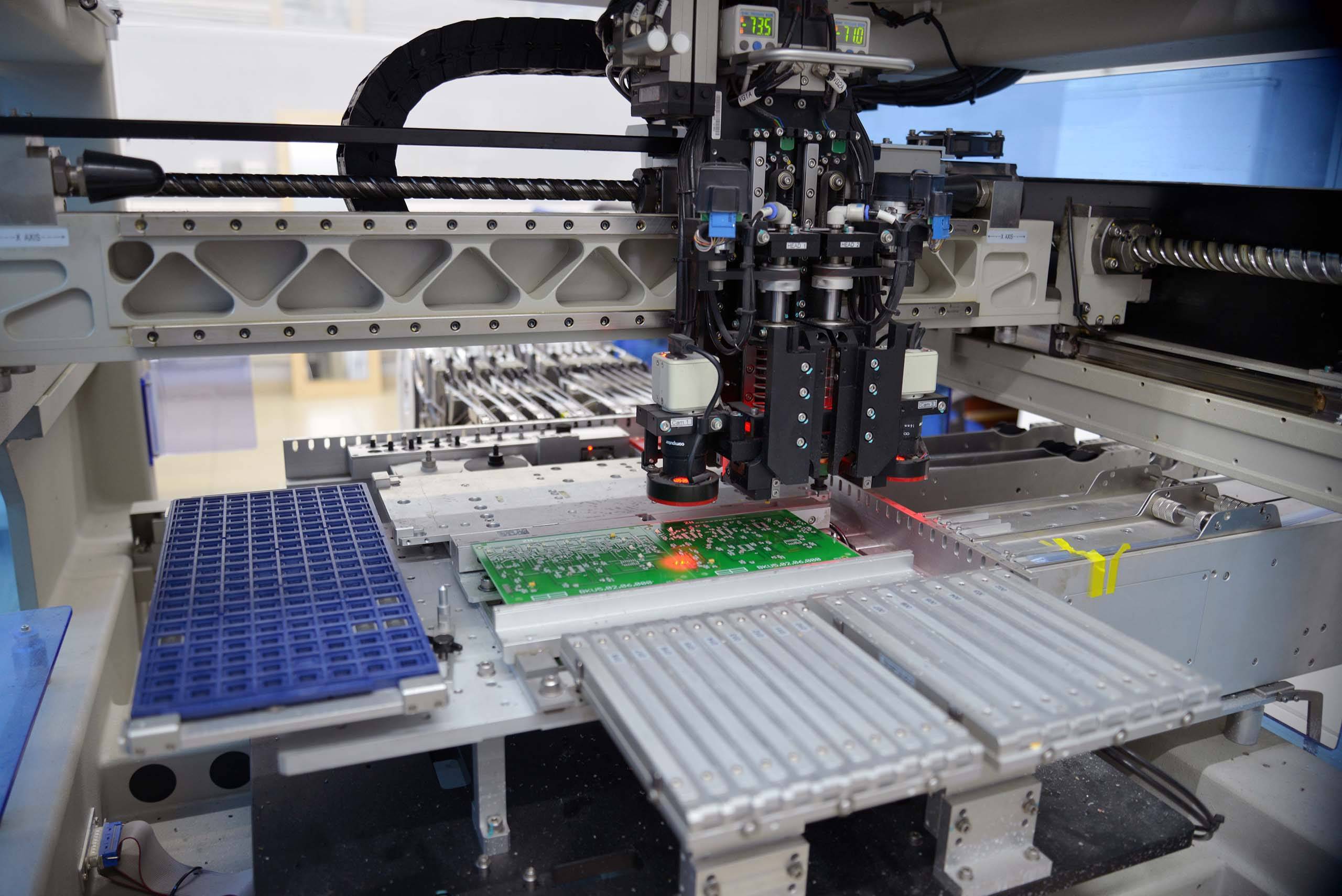
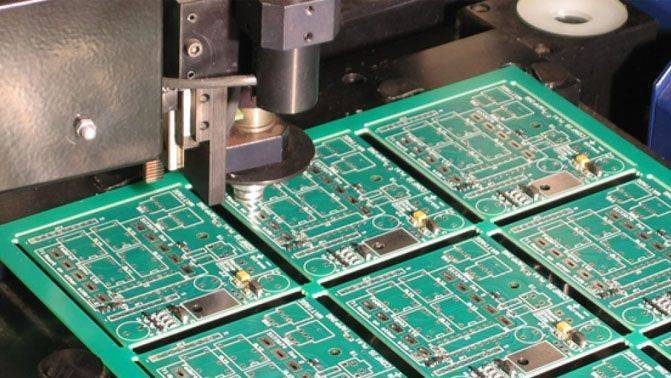
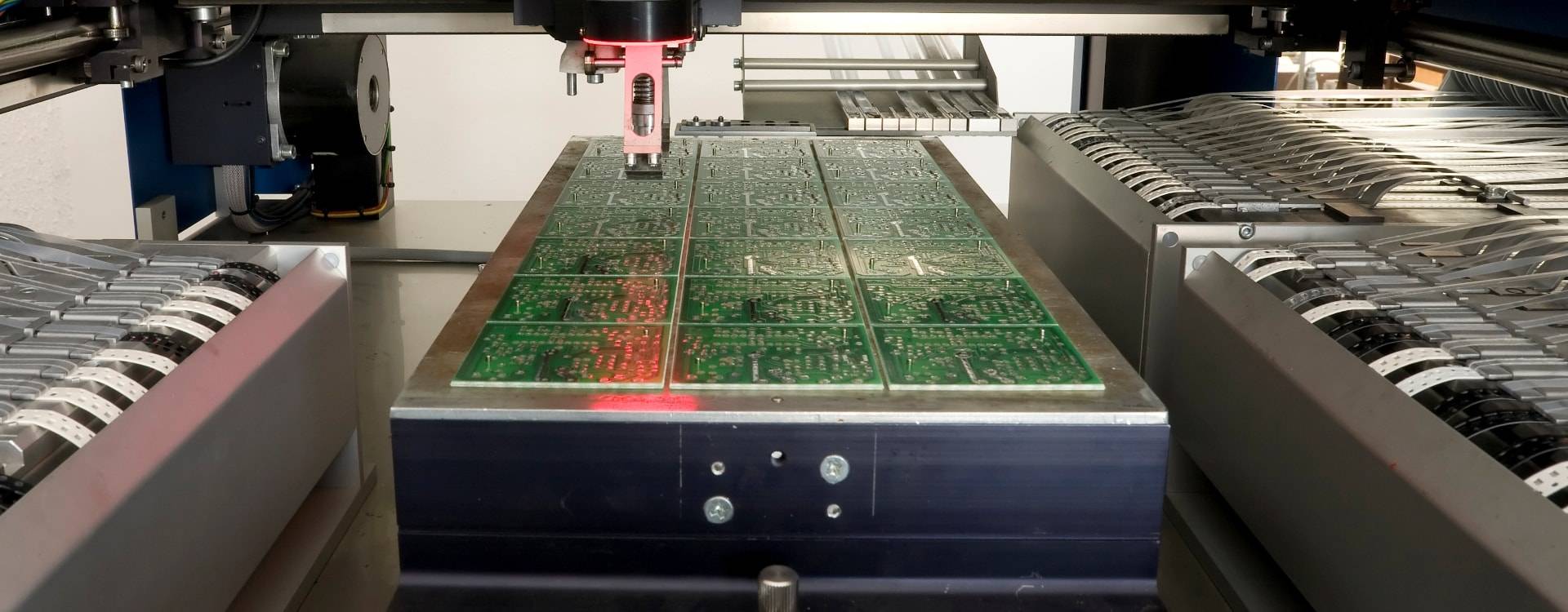
Вы увидите промышленную сборку печатной платы:
Требования к помещению участка изготовления фотошаблонов
Общие требования:
- Неактиничное искусственное освещение.
- Отдельно выделенный бокс для фотоплоттера — темная комната с подачей обеспыленного воздуха.
- Шлюз для входа/выхода персонала.
- Воздушный душ для обеспыливания одежды персонала.
- Окраска стен и покрытие пола пылеотталкивающими небликующими материалами, не выделяющими пыли и допускающими влажную уборку.
- Антистатическая защита.
- Для предотвращения разрушения эмульсионного слоя фотошаблонов стеллажи и боксы не должны иметь острых граней и заусенцев.
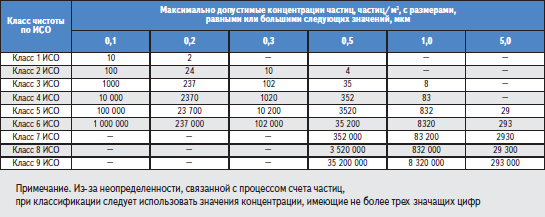
Для понимания соответствия классов чистоты (табл. 1, 2) по ГОСТ ИСО 14644-1-2002 и в старой градации классов чистоты помещения приведена сравнительная таблица (табл. 3).
Таблица. 1. Требования к классу чистоты в общих помещениях
Таблица 2. Требования к классу чистоты чистых зон
Таблица 3. Максимально допустимые концентрации частиц для классов частоты по ИСО
Сбыт
Сбывать продукцию, изготовленную на предприятии можно в самые разные компании:
- для автомобильного производства;
- для медицинского оборудования;
- компании, связанные с производством компьютерной техники;
- измерительные приборы;
- крупная и мелкая бытовая техника.
Средняя окупаемость одной линии такого производства – 1-2 года. Стартовый капитал – не менее 75 000$. Если планируется в дальнейшем расширение, то начать можно и с 50 тысяч долларов, но в таком случае обязательно первое время весь доход вкладывать в развитие.
Производство печатных плат не самый легкий вариант бизнеса. Но он всегда окупится, достаточно грамотно организовать весь процесс с четким соблюдением технологии. Немаловажным фактором является профессиональный персонал. Стартовый капитал в данном виде производства должен быть внушительным, поскольку качественное оборудование для изготовления печатных плат на всех этапах стоит дорого. На руках для начала нужно иметь около 5 млн рублей, чтобы с нуля организовать успешный бизнес данной категории.
21.02.2020
Источники компонентов промышленных печатных плат:
Поиск компонентов печатной платы может осуществляться двумя способами.
Поиск компонентов промышленных печатных плат
Во-первых, вы можете предоставить производителю свободу выбора ключевых компонентов. Во-вторых, вы можете сами получить компоненты.
Предоставление производителю свободы выбора всех ваших компонентов может сэкономить ваше время и деньги.
Однако поиск компонентов у производителя сопряжен с некоторыми рисками, например, с возможностью выбора неправильных компонентов.
Причем некачественный компонент также может быть предоставлен производителем. Более того, поскольку существует множество вариантов компонентов электроники, вероятность получить неправильную версию выше, чем желаемая.



Доступно множество копий некоторых дорогих электронных компонентов.
Много раз видно, что производитель предоставил компонент копии версии вместо оригинальной версии
В этих случаях следует проявлять осторожность
Хотя есть некоторые трудности, лучше всего использовать собственные компоненты.
Это связано с тем, что на всех печатных платах, где конфиденциальность и безопасность имеют жизненно важное значение, если компоненты поступают от производителя, конфиденциальность и безопасность могут быть скомпрометированы. Если у вас нет очень важных компонентов на вашей печатной плате, вы можете приобрести их у производителя
Если у вас нет очень важных компонентов на вашей печатной плате, вы можете приобрести их у производителя.
Таким образом, у обоих процессов есть свои преимущества и недостатки. Вы должны выбрать один из них в зависимости от ситуации.
Но одна вещь, которая является общей для обоих процессов, заключается в том, что для поиска промышленных компонентов печатных плат требуется подробный файл спецификации.
Что такое спецификация и важность спецификации при поиске компонентов?
Полная форма спецификации – это «спецификация материалов». Спецификация материалов – это список наименований и количества компонентов, деталей, сырья, узлов, промежуточных узлов, необходимых для производства ваших печатных плат.
Этот список помогает общаться с вашими производственными партнерами. Постарайтесь сделать список спецификаций точным и ясным, чтобы производители могли легко его прочитать и принять меры в соответствии со списком.
Типы промышленных печатных плат на основе слоев:
Во многих случаях производство печатных плат намного сложнее, чем их проектирование. Проходят дни, дизайнеры пытаются выяснить, как спроектировать одну схему, объединяя множество схем на одной платформе.
С внедрением новых технологий возрастает и проблема производителей печатных плат.
В зависимости от сложности схемы печатная плата может варьироваться от одного до 8 слоев.
В некоторых очень сложных схемах количество слоев превышает 8. В зависимости от требований в разных случаях используются разные печатные платы.
Однослойная печатная плата:
В его основе – однослойная подложка. Сверху прикреплена медная фольга.
На нем используется паяльная маска в качестве защитного слоя. Названия и значения различных компонентов отмечены с помощью шелкографии.
Однослойная печатная плата
Одним из самых больших преимуществ односторонней печатной платы является низкая стоимость изготовления.
Структура однослойной печатной платы очень проста и используется для операций с низкой конфигурацией системы, таких как релейный модуль, модуль ИК-датчика, простой светодиодный модуль и т. Д.
Поскольку он не подходит для работы систем с высокой конфигурацией, он очень редко используется в промышленных операциях.
Двухслойная печатная плата:
Этот тип платы имеет один слой подложки и два проводящих слоя.
Проводящий слой расположен по обе стороны от слоя подложки.
Связь между двумя слоями осуществляется через отверстия.
Двухслойная печатная плата
В этом случае большую часть времени используется технология поверхностного монтажа для размещения компонентов с обеих сторон платы.
Потому что он позволяет прикреплять компоненты непосредственно к поверхности.
Структура двухслойной печатной платы немного сложнее, чем у однослойной печатной платы, и она может решать несколько более сложные задачи, чем однослойная печатная плата.
Он широко используется в системах контроля мощности, испытательном оборудовании и усилителях. Двухслойная печатная плата увеличивает операционную гибкость и практичность, что помогает создавать более плотные схемы.
Благодаря своей долговечности, надежности и способности справляться со сложными задачами он используется во многих промышленных приложениях.
Многослойная печатная плата:
Многослойная печатная плата имеет более двух проводящих слоев.
В многослойной печатной плате есть одна центральная подложка, и первые два слоя будут прикреплены к основной подложке с помощью клея или высокой температуры и давления, как двухслойная печатная плата.
Остальные слои будут соединены с ними и будут изолированы тонким изоляционным материалом.
Многослойные печатные платы используются для реализации более сложных комбинаций схем и проводов. В зависимости от необходимости количество слоев для этих печатных плат может составлять от 3 до 8 слоев.
В некоторых случаях это может быть более 8 слоев. Из-за более высокой плотности сборки предпочтительнее меньший размер по сравнению с двумя другими типами печатных плат.
Большинство производителей использовали этот формат печатных плат для реализации сверхсложных конструкций печатных плат. Этот тип печатных плат широко используется практически во всех типах промышленных приложений.
Одним из самых больших преимуществ этих типов печатных плат является то, что они могут легко справляться с очень сложными задачами и могут легко запускать системы с высокой конфигурацией.
Комплектование процесса производства
Оборудование для гальванических и химических процессов ориентируется на конкретный набор химикатов, которые используются при прямой металлизации, иммерсионных процессах, для гальваники и прочих концентратов, их применение избавляет данное производство от необходимости проведения химических анализов.
Достаточно высокая производительность у растровых лазерных фотоплоттеров обеспечивается фотошаблонами, что позволяет организовать трехсменную работу производства. Другими словами, изготавливать рабочие фотошаблоны сразу без фотооригиналов. Таким образом будут устранены существенные потери времени.





Технология ручного способа нанесения дорожек печатной платы
Подготовка шаблона
Бумага, на которой рисуется разводка печатной платы обычно тонкая и для более точного сверления отверстий, особенно в случае использования ручной самодельной дрели, чтобы сверло не вело в сторону, требуется сделать ее более плотной. Для этого нужно приклеить рисунок печатной платы на более плотную бумагу или тонкий плотный картон с помощью любого клея, например ПВА или Момент.

Далее плотная бумага вырезается по контуру приклеенного рисунка и шаблон для сверления готов.
Вырезание заготовки
Подбирается заготовка фольгированного стеклотекстолита подходящего размера, шаблон печатной платы прикладывается к заготовке и обрисовывается по периметру маркером, мягким простым карандашом или нанесением риски острым предметом.
Далее стеклотекстолит режется по нанесенным линиям с помощью ножниц по металлу или выпиливается ножовкой по металлу. Ножницами отрезать быстрее, и нет пыли. Но надо учесть, что при резке ножницами стеклотекстолит сильно изгибается, что несколько ухудшает прочность приклейки медной фольги и если потребуется перепайка элементов, то дорожки могут отслоиться. Поэтому если плата большая и с очень тонкими дорожками, то лучше отрезать с помощью ножовки по металлу.
Приклеивается шаблон рисунка печатной платы на вырезанную заготовку с помощью клея Момент, четыре капли которого наносятся по углам заготовки.

Так как клей схватывается всего за несколько минут, то сразу можно приступать к сверлению отверстий под радиодетали.
Заключение
Поведем некоторые итоги:
1. Не следует искать в прототипном
производстве рентабельности для изготовления
печатных плат большими партиями. Оно
эффективно лишь в тех случаях, когда нужно быстро
(за два дня или даже за 6 часов) изготовить
партию опытных образцов печатных плат.
2. Представленный комплект оборудования
дает возможность изготовить опытные
образцы печатных плат, которые, будучи
собранными в электронный модуль, могут быть
поставлены на испытания для оценки
состоятельности проекта.
3. Эффект от возможности изготовления плат
4 класса сложности будет «смазан», если
этому классу не соответствует уровень сборочно-монтажного
производства.
4. Успешно
функционирующие прототипные производства
подтверждают право на существование. Они же
могут служить базой для обучения
специалистов и разработки мер по
подготовке и расширению производства.
Медведев А.М.
д.т.н, проф. МГАИ, заслуженный технолог РФ
журнал “Электронные компоненты” ,№5 2001г.
Литература
1. Локшин Ю.А., Медведев А.М.,
Производство электронных модулей в России.
Технологии и средства связи, 2000, №5.
2. Роскон-2001. IV Российская конференция
по печатным платам. Сборник трудов. С.-Петербург,
2001.
3. Цветков Ю.Б. Многослойные печатные
платы.
Результаты и вывод
Учтя все это, промеряю новый кусок текстолита, запускаю фрезеровку и получаю вот такой результат:
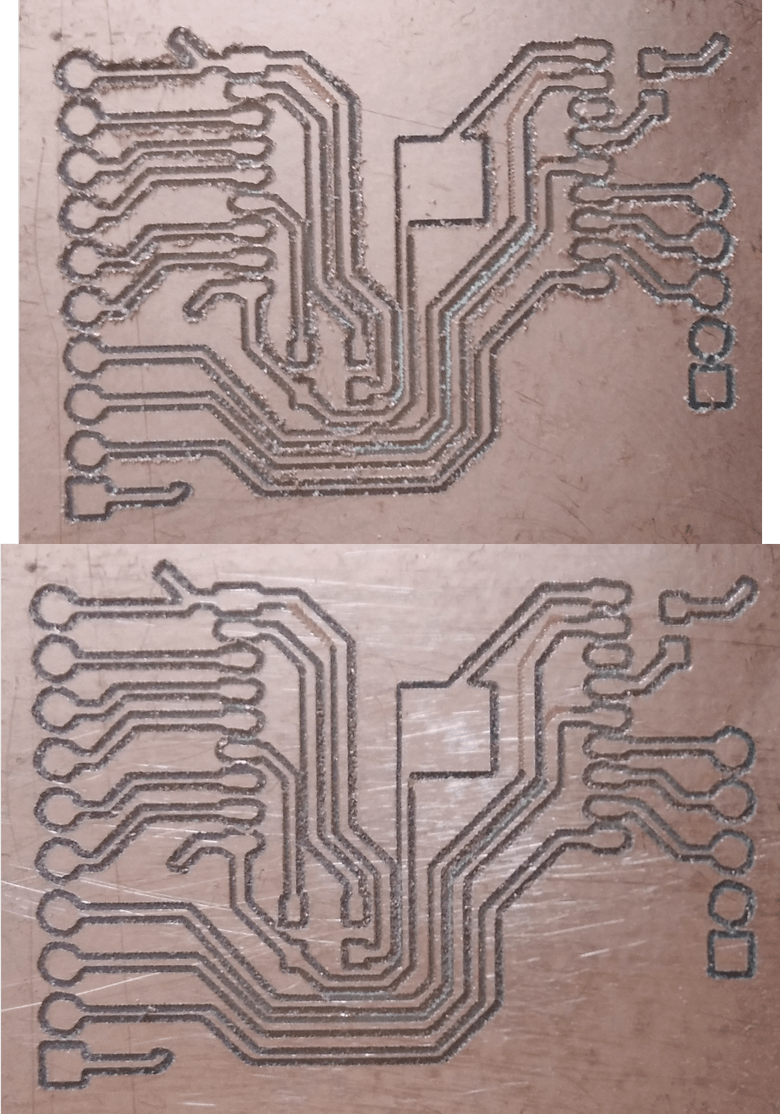
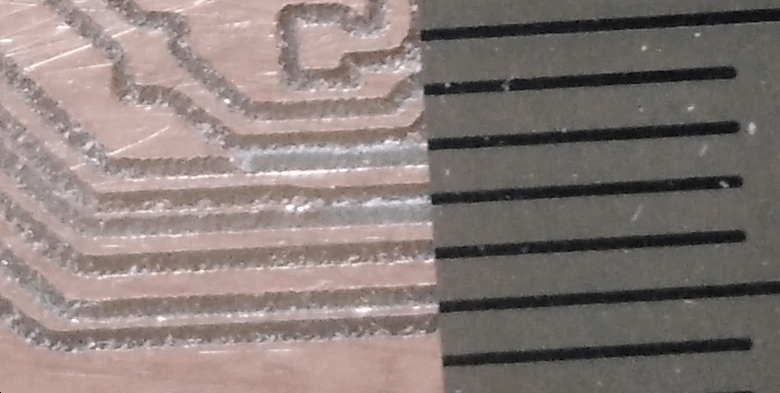
Верхняя ровно так, как вышла из фрезера, нижняя – после того как провел по ней обычным точильным камнем пару раз. Как видно, в трех местах дорожки не прорезались. В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.
В общем, перспективы у этого всего есть. Когда процесс отработан, построение матрицы высот занимает минут пять-семь, потом непосредственно фрезеровка – пару минут. Вроде можно экспериментировать дальше. Зато можно потом сверловку делать на том же станке. Еще прикупить заклепок, и будет счастье! Если тема интересна, то могу написать еще одну статью про сверловку, двусторонние платы и пр.