Промышленные производственные линии для изготовления профнастила
Если для профилирования поверхности одного листа металла на ручном станке необходимо выполнить 10-12 операций, промышленные станки представляют собой поточные линии, которые могут производить до 32 погонных метров профилированного листа в минуту. При этом их производительность практически не зависит от высоты профиля и размеров листа готовой продукции. Более того, чем больше длинна профилированного листа, тем меньше время работы гильотинных ножниц и тем больше производительность линии.
Как уже говорилось выше, высокий спрос на профилированный металлический лист и простота технологии его изготовления стали причиной того, что многие машиностроительные предприятия наладили выпуск оборудования для выпуска профнастила. Поэтому купить оборудование для производства профнастила на сегодня не составляет никакого труда. Нужно только решить, какая марка профнастила будет производиться.
Процесс изготовления
Со следующим этапом — поиском покупателей — особых проблем возникнуть не должно. Здесь возможно несколько вариантов поиска каналов сбыта — предложение продукции частным покупателям и заключение договоров с крупными строительными компаниями. Наилучшим вариантом являются оптовые поставки металлического профиля.
Это избавит от проблем с поиском клиентов и организацией рекламной кампании. Неплохой идеей является открытие базы стройматериалов при производственном цехе. Каждый желающий сможет приобрести там необходимые материалы.
Что касается маркетинговой стратегии, то бизнес на производстве металлических профилей не требует организации масштабной рекламной кампании
При заключении договоров с оптовыми поставщиками важно предоставить им наиболее выгодное предложение. Спрос на строительные материалы в зимнее время снижается
Предлагаем ознакомиться Как правильно укрыть розы на зиму – лучшие варианты зимнего укрытия
Металлические профили для кровли производят методом холодного профилирования. В качестве исходного материала используется прочная сталь.
Профиль, на котором отсутствует покрытие, применяют для оборудования опалубок в строительстве. Для наружного применения необходим материал с покрытием.
Профнастил выпускается различной толщины. Листы из высококачественной стали имеют цинковое покрытие толщиной 20 – 26 микрон.
Если толщина покрытия занижена до 10 – 12 мкм, то такой профиль может быть подвержен преждевременному износу.
Изготовление профнастила начинается с разработки чертежа или эскиза конструкции и выполнения необходимых расчетов, выбирается толщина листа и цвет защитного покрытия.
Затем можно приступать непосредственно к изготовлению напольных, кровельных или настенных профилированных листов.
Основные этапы технологического процесса изготовления профилированного листа:
- установка стального рулона в устройство для разматывания;
- задание необходимых параметров листов и их количества на пульте управления;
- прокатка рулонного материала на прокатном стане в автоматическом режиме;
- автоматическая обрезка в требуемый размер с помощью ножниц;
- перемещение готового листа в штабелер;
- маркирование готовых листов и упаковка в полиэтилен.
Классификация материала
Профилированный лист для крыши или выполнения других видов работ, необходимо еще правильно выбрать. Разобраться в том, какой вид продукции лучшим образом подойдет, поможет толщина и высота профиля. В самой маркировке профнастила уже указана высота профиля – это цифра рядом с буквами. Например, С8 и С9 низкопрофильные и легкие, как правило толщиной не более 0,7мм, листы профнастила, а С44, Н60, Н75 и Н114 – это профнастил с высоким профилем и толщиной листа.
Профнастил условно разделяется на три вида:
- Кровельный – высота и толщина профиля средняя. Например, С20 и С21 идеальные варианты по прочности и тяжести для крыш частного домостроения.
- Для отделки стен, фасадов и заборов. Лучше всего для этих целей подходит низкопрофильный профнастил марки С8, С9, С10.
- Комбинированный, с несущей способностью («НС35»). Эти изделия, как правило, используются на промышленных предприятиях, крупных структурных объектах. Толщина листов здесь может достигать 0,8 – 1,0 мм.
Кровельный профнастил характеризуется повышенной прочностью, имеет наивысшую несущую способность. В процессе производства на заводах изготовителях технологи учитывают тот факт, что в процессе эксплуатации, именно на него будет выпадать наибольшая механическая нагрузка (снег, наледи и пр.).
Профнастил стеновой имеет трапецевидную гофру, используется, как правило, для обустройства оград и для заборов.
Самый прочный, устойчивый к нагрузкам и, одновременно, самый тяжелый – это комбинированный профнастил. Толщина листа здесь составляет от 0.8 мм и более. Конструкция изделий наиболее жесткая, что позволяет использовать листовое железо данной марки в наиболее сложных местах, на участках с максимальной механической нагрузкой.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Успешность бизнеса
Ручное оборудование
Популярность профильного листа изначально делает бизнес по его производству весьма перспективным вложением средств. Однако стоит подойти очень внимательно к тому, что и как покупать для организации этого производства. Если есть средства для покупки новой линии, то это очень хорошо, но чаще всего приходится покупать оборудование для производства профлиста б.у. Тут все зависит от внимательности покупателя и часто элементарного везения.
Очень популярно сегодня финское оборудование для производства профнастила. Это вполне объяснимо тем, что культура производства в Европейских странах и надзор за соблюдением стандартов там очень строг. Но купить оборудование, бывшее в употреблении, можно абсолютно изношенным, особенно если оно поступило не из Финляндии, а уже поработало на нашем отечественном производстве. Если из Финляндии везут оборудование, износ которого уже не соответствует финским стандартам, но еще подходит для наших условий, то отечественные производители эксплуатируют его до полной непригодности.
Китайское оборудование это самый спорный и рискованный вариант. Тут надо глядеть во все глаза. Бывают чудесные случаи, когда оборудование выполнено по самым высоким стандартам, но чаще всего оно не годится для работы абсолютно. Особенно это касается систем управления и электропитания, на чем китайцы экономят особенно усердно. Практически ни одно сечение провода не соответствует нормам электротехнической безопасности. А все электромагнитные пускатели выполнены из обычной пластмассы, не обладающей необходимым диэлектрическим сопротивлением, они очень пожароопасны.
Одним из ведущих производителей в России является Липецкий завод профилегибочного оборудования. Ассортимент завода включает автоматизированные линии для металлопрофиля (профнастила, металлочерепицы, профиля КНАУФ, сайдинга и.т.д.) гибочные станки и линии для резки металла.
Что такое профнастил
Такой популярный материал как профнастил хорошо знаком даже людям, далёким от строительства. Это стальные листы волнообразной или трапециевидной формы, отличающиеся высокой прочностью. Крепость материала обеспечивается именно профилированием. Он необходим для облицовки, укрепления фундамента, кровли и наружных заграждений. Из профнастила возводят склады, ангары, торговые киоски — разнообразные нежилые объекты. Универсальность применения профнастила обеспечивает стабильный спрос вне зависимости от сезона.
Существует несколько разновидностей этого материала, отличающихся прочностью, внешним видом, шириной и толщиной. Также некоторые производители предлагают перфорированный профнастил — листы с заранее нанесёнными отверстиями, которые упрощают монтаж. Иногда на сталь для профнастила наносят защитное покрытие — полимерное или лакокрасочное — чтобы предотвратить коррозию и разнообразить цветовую гамму.
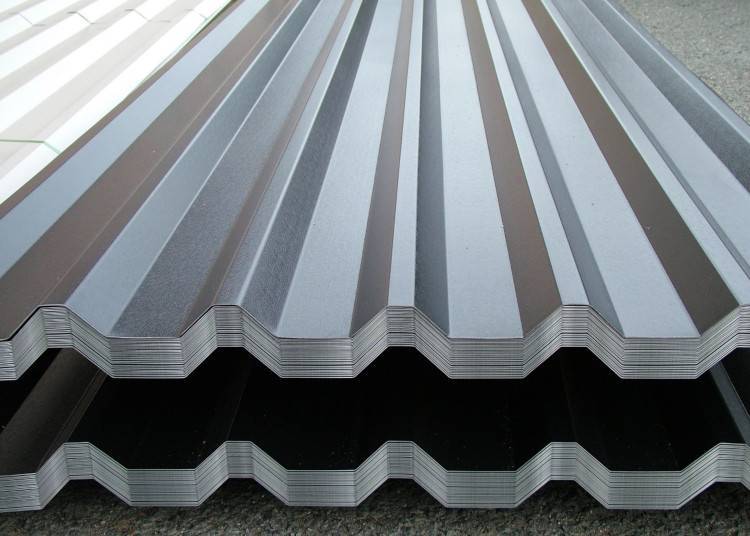
Профнастил — универсальный строительный материал для фасадов, кровли и заграждений
Среди преимуществ этого строительного материала можно отметить простоту монтажа, устойчивость к коррозии (при наличии покрытия), долгий срок службы (около 40 лет) и лёгкий вес. Ещё один плюс — широкий спектр цветовых решений. В продаже есть огромный ассортимент самых разных оттенков профилированного листа, позволяющий подобрать оптимальный для дома, забора. Что касается недостатков, то их не так много. Во-первых, если защитный слой краски повреждается, лист начинает ржаветь. Во-вторых, кровля из профнастила усиливает звук. Этот процесс называется «эффект барабана» и ярко проявляется во время дождя. Компенсировать высокую проводимость звука можно с помощью изоляции из минеральной ваты.









Виды
Для изготовления профлиста используют разные агрегаты – от ручных до полностью автоматизированных. Стоит подробнее рассмотреть особенности и характеристики популярных моделей станков.

Механические
Такие станки считают наиболее простыми и востребованными. Оборудование подходит для оснащения небольших мастерских и частных хозяйств. Плюсы механического агрегата – компактные размеры и удобство управления.
Правильно настроенный ручной аппарат способен работать как с отдельными листами-заготовками, так и с рулонами. Толщина материала, с которой справится станок, должна быть не меньше 0,4 мм и не больше 0,6 мм, максимальная ширина составляет 2 метра.
Преимущества ручного листогиба:
- отсутствие потребности в электроэнергии;
- компактные размеры;
- простота обслуживания и эксплуатации;
- возможность изготовления элементов кровли.
Оборудование запускает человек вручную. Минус станка – низкая производительность.


Автоматизированные
Крупные линии, которые используют в промышленности. Автоматизированные станки отличаются высокими показателями производительности. Для установки подобного оборудования потребуется учесть ряд условий.
- Помещение, где будет стоять станок, должно быть просторным. Площадь комнаты не должна быть меньше 100 м2.
- Пол должен иметь ровную бетонную поверхность. Дополнительно нужно предусмотреть большие ворота, чтобы занести оборудование внутрь.
- Станок предусмотрен для обработки большого количества материала, что требует наличия кран-балки.
- Автоматизированный агрегат работает от электричества. Поэтому необходимо обеспечить аппаратуру электроэнергией в 380 Вольт. Максимально допустимая мощность не должна быть выше 23 кВт.


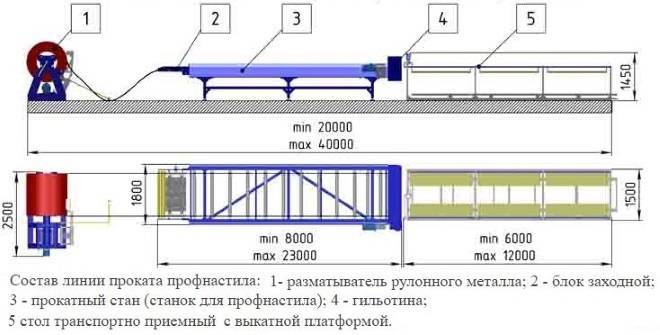
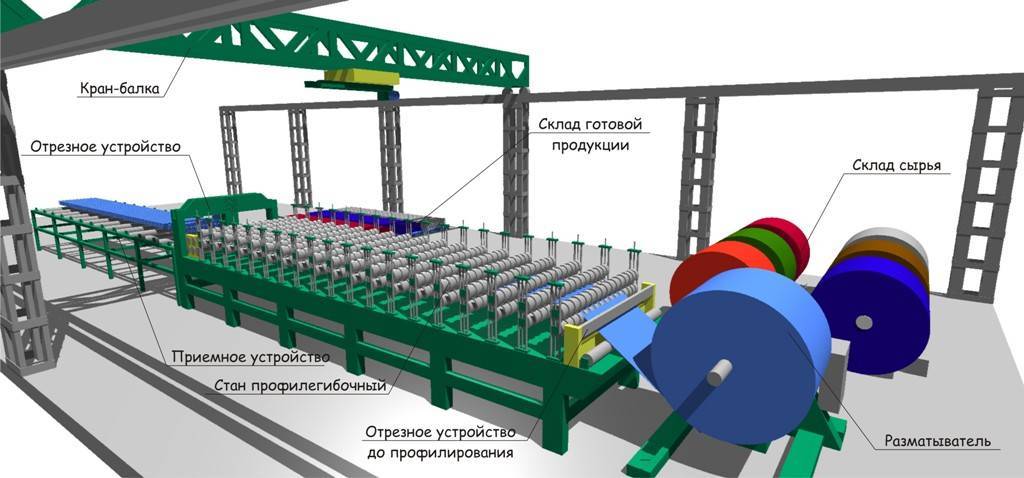
Автоматизированная линия – это целый комплекс оборудования, в составе которого присутствуют следующие элементы.
- Разматыватель рулона. Установлен в начале агрегата. Предназначен для разматывания оцинкованной стали с последующей подачей материала из рулона на станок. Также регулирует уровень провисания материала, скорость подачи профлиста.
- Станок, на котором происходит прокатка профлиста. Бывает двух типов – пневматический и гидравлический. Представляет собой основной элемент механизма линии. После разматывателя сырье идет на станок, где с помощью вальцов происходит превращение плоского листа в профильный.
- Ножницы. Острые и большие, предназначены для нарезки листов нужных размеров. Для повышения жесткости гильотину устанавливают на станину.
- Устройство приема материала. В конструкции элемента предусмотрен автоматический штабелер, который регулирует скорость приема готовой продукции и формирование пачек.
- Система управления. Обеспечивает связь между элементами автоматизированной линии и контролирует работу отдельных механизмов.
Регулировать работу габаритного станка должен опытный оператор, у которого есть определенные навыки работы. Также в помощь к оператору стоит поставить подсобных рабочих.


Ручное оборудование для производства профлиста
Чаще всего такое оборудование используется в небольших производствах и при строительстве удаленных объектов, когда доставка небольших партий готового профилированного листа просто нецелесообразна.
Ручное оборудование для профлиста позволяет изготавливать до 150 листов профнастила за одну 8-часовую смену. Фактически, такой станок представляет собой ручной листогиб. С помощью прижима, лист оцинкованного металла фиксируется на рабочем столе, а специальная направляющая изгибает лист на заданный угол, формируя профиль поверхности.
Поскольку ширина рабочего стола в ручных станках ограничена и не превышает 2,5 м, такое оборудование для профнастила не может обрабатывать рулонную сталь. В качестве исходных заготовок используют листы оцинкованной стали размером не более чем 2,5×1,2 м.

Оборудование, приводимое в действие только мускульной силой, для производства профлиста
К преимуществам ручных станков для изготовления профлиста можно отнести мобильность и экономичность (за счет использования мускульной силы человека они не требуют для работы затрат энергоносителей). Такое оборудование для профнастила также легко монтируется, не требует для установки специальных производственных помещений и имеет небольшой срок окупаемости.
Недостатками таких станков являются малая производительность, высокая вероятность брака в виде перекатов и двойного нанесения гофры, возможность использования стального листа не толще 1,0 мм, а также высокая вероятность образования микротрещин слоя полимерного защитно-декоративного покрытия листа. По этой причине обрабатывать на таких станках крашеный металл не рекомендуется.
Многие российские машиностроительные предприятия производят ручное оборудование для изготовления профнастила, цена его в зависимости от качества и комплектации колеблется в пределах от 70 до 100 тысяч рублей.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.

Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Эксплуатация
Для обеспечения безопасной эксплуатации оборудования необходимо:
- устанавливать автоматическую систему контроля за процессом проката;
- перед запуском проверять исправность установки;
- движущиеся части и механизмы следует ограждать;
- проводить обслуживание подшипниковых соединений и роликов;
- зоны подверженные действию высоких температур снабжать дополнительной вентиляцией.
Соблюдение требований безопасности при эксплуатации оборудования предупредит возможные травмы и несчастные случаи. В результате проката на исправных станках потребитель получает материал высокого качества.
Источники
- https://oprofnastile.ru/proizvodstvo-profnastila/oborudovanie-dlja-profnastila.html
- http://stroitel-list.ru/proflist/obzor-stankov-dlya-izgotovleniya-proflista.html
- http://met-all.org/oborudovanie/prochee/stanok-dlya-proizvodstva-profnastila-proizvodstvo-proflista.html
- https://metalloy.ru/stanki/prokatnye
- https://stroy-podskazka.ru/profnastil/stanki/
- https://fabricators.ru/article/stanok-dlya-izgotovleniya-proflista
- http://met-all.org/oborudovanie/prochee/prokatnye-stany-osnovnye-vidy-i-konstruktsiya.html
Ситуация на отечественном рынке профнастила
Учитывая большие объемы потребления, производство профнастила является перспективным и высокорентабельным видом деятельности. Однако новичку на рынке придется столкнуться с серьезной конкуренцией.
Данный материал выпускает целая череда крупных заводов, специализирующихся на металлопрокате, а также большое количество индивидуальных предпринимателей. Соответственно, прежде чем принять решение об открытии производства, необходимо тщательно проанализировать перспективы работы в том или ином регионе. Определиться помогут следующие параметры:
- Присутствие в непосредственной близости другого крупного завода по производству профнастила. Не имея значительного количества средств для старта, тягаться с таким конкурентом достаточно сложно. Напротив, если в радиусе 200 км подобные предприятия отсутствуют, и потребитель вынужден закупать профнастил в удаленных регионах, появляется возможность привлечь клиента снижением цены, в первую очередь, благодаря минимальным транспортным расходам.
- Присутствие в регионе изготовителей металлопроката. Очевидно, что покупка сырья напрямую у производителя, мощности которого располагаются неподалеку, более рентабельна, нежели оформление договора на поставку через посредника.
- Стоимость, перечень позиций, объем продаж, конкурентные преимущества «соседствующих» производителей профнастила.
- Особенности, характерные для конкретного региона. Здесь речь идет об объемах строительства, сезонных колебаниях спроса, наиболее востребованных видах продукции и других факторах.
Разрабатывая стратегию развития, нелишне будет задуматься о векторе работы будущего предприятия по производству профнастила. Так, в соответствии с характером спроса, ориентироваться можно на строительные компании либо частных заказчиков. Клиенты первой группы нуждаются в профлистах различного профиля (8-114 мм) и потребляют около 60% всего выпускаемого объема продукции. В индивидуальном строительстве чаще применяют «низкие» профильные листы (8-21 мм), а основными критериями выбора являются невысокая стоимость и приемлемое качество изделий.
Виды станков для производства профлиста
Невысокая цена изделий достигается простотой производства. Технология заключается в протяжке стального проката (скрученного в рулон или листового) для придания формы через специальные вальцы, конфигурация которых определяет форму профиля.
Условия хранения сырья и размещения производства могут влиять на качество производимой продукции, поэтому на складе и в цеху не допускается высокая влажность и понижение температуры ниже +4 градусов.
Механические станки
Ручной листогиб является самым простым станком для изготовления профлиста и имеет высокую популярность среди представителей малого бизнеса и в частных хозяйствах. Для открытия небольшой мастерской не потребуется больших капиталовложений. Оборудование для ручного производства возможно устанавливать непосредственно на строительных площадках. Правильно настроенный механический станок для изготовления профлиста позволяет работать со стальным прокатом как в листах, так и в рулонах толщиной от 0,4 мм до 0,6 мм, шириной 2 метра. Механический листогиб имеет ряд преимуществ:









- не требует электричества;
- компактность;
- можно менять количество волн;
- для обслуживания достаточно двух человек;
- позволяет изготавливать элементы кровли.
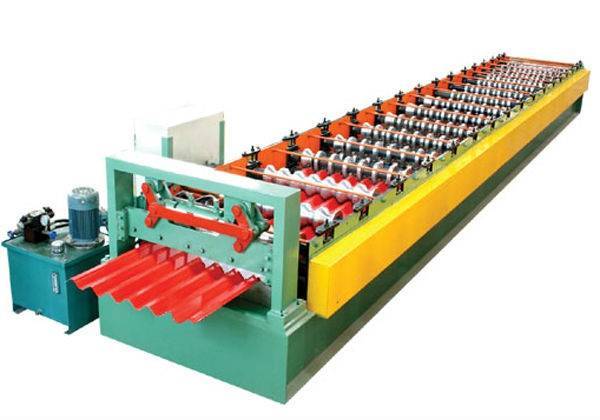
Автоматизированные линии
В промышленном производстве профильного листа применяются автоматизированные линии полного цикла с высокой производительностью. Установка такого оборудования требует определенных условий:
- большое помещение не менее 100 м² с ровным бетонным полом и большими воротами;
- кран-балка;
- наличие электроэнергии 380 Вольт, допустимая мощность до 23 кВт;
- хорошие подъездные пути.
В состав автоматизированной линии входит комплекс оборудования необходимого для производства:
- Разматыватель рулона — предназначен для разматывания и подачи оцинкованной стали из рулона на станок, а также для контроля провисания листа и синхронизации скорости подачи материала.
- Станок для прокатки профлиста (пневматический или гидравлический) — является основным механизмом линии, принимает сырье и при помощи вальцов, из плоского листа изготавливает профильный.
- Ножницы-гильотина с ножами, повторяющими профиль — отрезают лист до нужного размера, для жесткости крепят гильотину на станину, где установлен станок для изготовления профнастила.
- Приемное устройство — оборудовано автоматическим штабелером, обеспечивает прием готовой продукции и формирует пачки.
- Система, управляющая всеми процессами — связывает в единую сеть все механизмы и контролирует их работу.
Это интересно: как покрасить профнастил своими руками.
Изготовление профнастила как бизнес
Инвестиции в приобретение станка для производства профнастила экономически оправданы. Строительство новых объектов, реконструкция старых, развитие инфраструктуры постоянно требуют качественных материалов. Рынок растет и развивается, спрос увеличивается.
В сфере изготовления стальных профильных листов очень высокая конкуренция и чтобы конкурировать на этом доходном рынке, необходимо не только использовать хорошее сырье и материалы, но и производить профнастил на качественном и обслуженном оборудовании. На настоящий момент, по мнению экспертов, рентабельность производства профильной стали составляет от 20 до 40%.
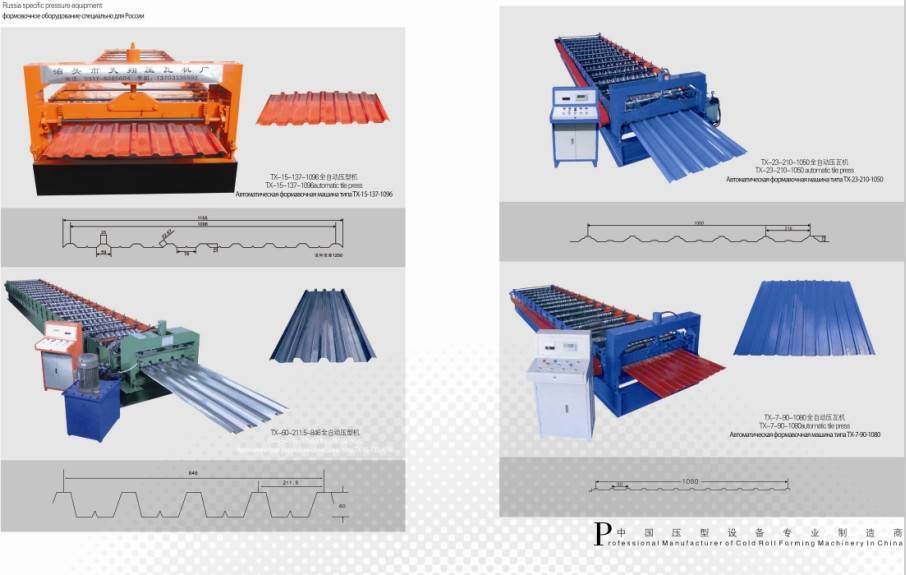
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

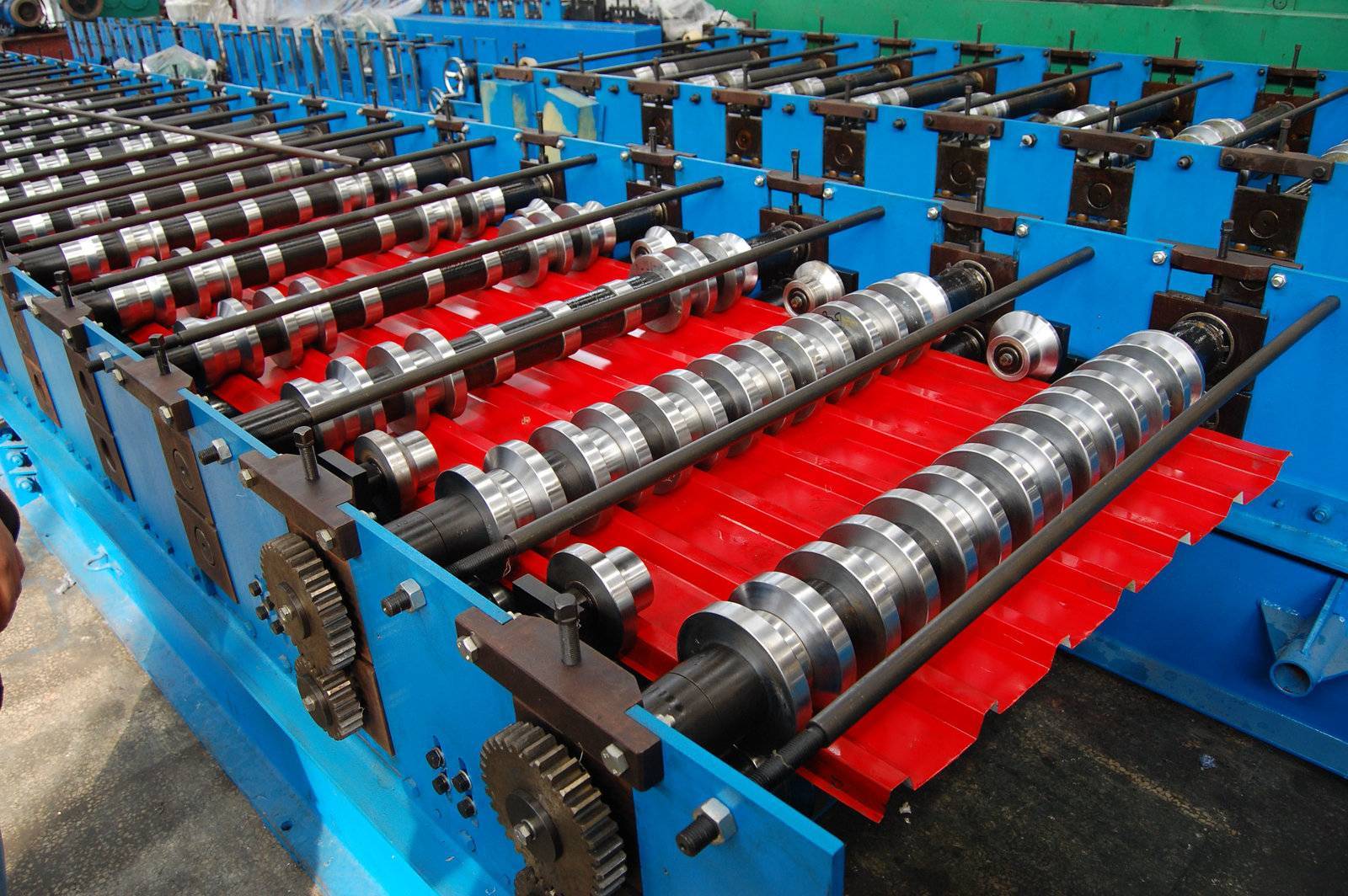
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Финальные стадии производства
Станок для производства профлиста имеет основной элемент – прокатный стан. Под ним подразумевается рама, обладающая рабочими клетями. Они последовательно изгибают заготовку, формируя из нее профилированный настил. По своим характеристикам прокатный стан может различаться.
Поэтому к выбору оборудования потребуется подойти основательно. Стоит понимать, что такие элементы, как схема прокатки, число рабочих клетей и многие другие, являются достаточно важными. После того как процесс изготовления профлиста будет закончен, необходима резка продукта.
Для этого в самом конце прокатного стана имеются ножницы. По своей форме подобное устройство напоминает форму профилированного листа. В связи с этим удается выполнить разрез без образования заусенцев. Если для прокатного листа будет характерно наличие 19 рабочих клетей, и он будет использоваться для обработки толстого листа, необходимо использование просечных ножниц.
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Профилированный лист марки МП-20
Профнастил марки МП-20 является одним из востребованных и популярных металлических профилей. Этому способствует сочетание незначительного веса, высокой несущей способности и привлекательного внешнего вида. Профиль применяется для монтажа стеновых ограждений, изготовления сэндвич-панелей и при облицовке зданий. Материал может лечь в основу скатных кровель, перегородок гражданских и промышленных зданий, а также подвесных потолков.
Полотна изготавливаются в 3 модификациях:
Первая и вторая разновидности применяются для ограждений и заборов, тогда как третья используется для кровельных покрытий. Отличаются первые две разновидности от третьей размерами трапеции и гофры. Так, у стеновых профилей вершина трапеции гораздо шире основания, тогда как у кровельного профиля всё наоборот.
Следует тщательно подойти к выбору помещения
Помимо всех требований, предъявляемых непосредственно к оборудованию, надо учитывать и нюансы, связанные с выбором помещения, в котором будет происходить производство строительного материала. Необходимо, чтобы пол был ровным. К нему будет крепиться разматыватель посредством использования анкерных болтов.
Температура в помещении не должна превышать четырех градусов тепла. Если данный параметр не будет соблюден, то в лакокрасочном покрытии начнут появляться трещины. Соответственно, и качество листа будет плохим.
Также необходимо учитывать, что в помещении должно быть установлено специальное устройство для подъема груза. Надо выделить площадь, на которой будет находиться сырье для будущего строительного материала. Соответственно, должно быть выделено и место, где будет храниться уже готовая продукция.
Показатели рентабельности цеха по производству профнастила и металлочерепицы
Первоначальные капитальные инвестиции в покупку всего необходимого оборудования составляют 4 725 000 рублей. Арендная плата за используемое помещение в среднем составляет 67 500 рублей в месяц (рекомендованная площадь 300 м2 при стоимости аренды в 225 руб за м2).
Для полноценного функционирования производства достаточно нанять всего 4 человека для работы в стандартную 8-часовую смену (21 смена в месяц):
- оператор оборудования – около 22500 рублей в месяц;
- грузчик – 15 000 рублей в месяц;
- менеджер по продажам – 27 000 рублей в месяц;
- руководитель – 45 000 рублей в месяц.
При производительности в 300 п.м./час оборудование потребит около 22 кВт/ч электроэнергии (по 2,25 рубля за кВт), изготовив из каждой тонны листовой стали 210-240 квадратных метров черепицы (в зависимости от толщины заготовки).









Таким образом, суммируя затратные части, имеем расходы за месяц:
- арендная плата – 67,5 тыс рублей;
- заработная плата персоналу – 109,5 тыс рублей;
- налогообложение – 40 500 рублей на зарплату и около 900 000 рублей на прибыль;
- оплата электроэнергии – около 7200 рублей;
- оплата коммунальных услуг – 18 – 23 тыс рублей;
- амортизация оборудования – 75 000 рублей;
- расходы на хранение и перевозку товара – около 30 000 рублей.
ИТОГО: 1 24500 рублей
Считаем доходную часть за месяц:
- производство – 44 100 погонных метров (при 7-часовой занятости оборудования на протяжении 21 смены) или около 55 000 квадратных метров готовой продукции;
- оптовая цена за квадратный метр – 375 рублей;
- цена сырья за тонну – 70 500 рублей;
- себестоимость квадратного метра продукции – около 300 рублей;
- валовая прибыль – 2062 500
- чистая прибыль – 2880 000 рублей.
Разумеется, все расчеты даны приблизительно, так как данные по разным регионам сильно разнятся. Однако сомнений не вызывает то, что бизнес на профилировании металла действительно может быть рентабельным при условии больших объемов производства. В сезон, когда спрос значительно возрастает, базовые показатели увеличиваются в несколько раз благодаря организации работы в несколько смен.
Телефон / факс: (4742) 22-74-71, (4742) 44-76-44 (многоканальные)
Эл. почта: znpo@lipetsk.ru
Сайт: https://znpo.lipetsk.ru
Технология производства профнастила
1) Материал для производства профнастила (рулон-заготовка оцинкованной стали с покрытием или без) устанавливается на размоточное устройство. Один конец металлического рулона фиксируется на заправочной клети прокатного стана и подается с заданной скоростью в виде беспрерывной ленты.

2) Линия программируется на выпуск профнастила по требуемым параметрам (неизменна только ширина), длина — любая (обычно, не превышает 12-13 м, поскольку ограничена габаритами транспортировщика).
3) Кроме заправочной, профилирующий стан имеет несколько рабочих пар клетей (валов), каждая из которых снабжена наборов прокатных роликов, обеспечивающих необходимую геометрию и высоту гофры. Лента металлопроката, проходя между верхними и нижними валами, приобретает запрограммированную форму.
Преимущество автоматизированной технологии изготовления в том, что прокатка всех гофр происходит одновременно, что позволяет получить высококачественный материал без дефектов.

4) Пресс с гильотинными ножницами обрезает прокатанный лист, который поступает на приемный стол.

5) На приемном столе готовые профлисты укладываются в пачки и отправляются на склад готовой продукции.