

Типы оборудования для производства профнастила
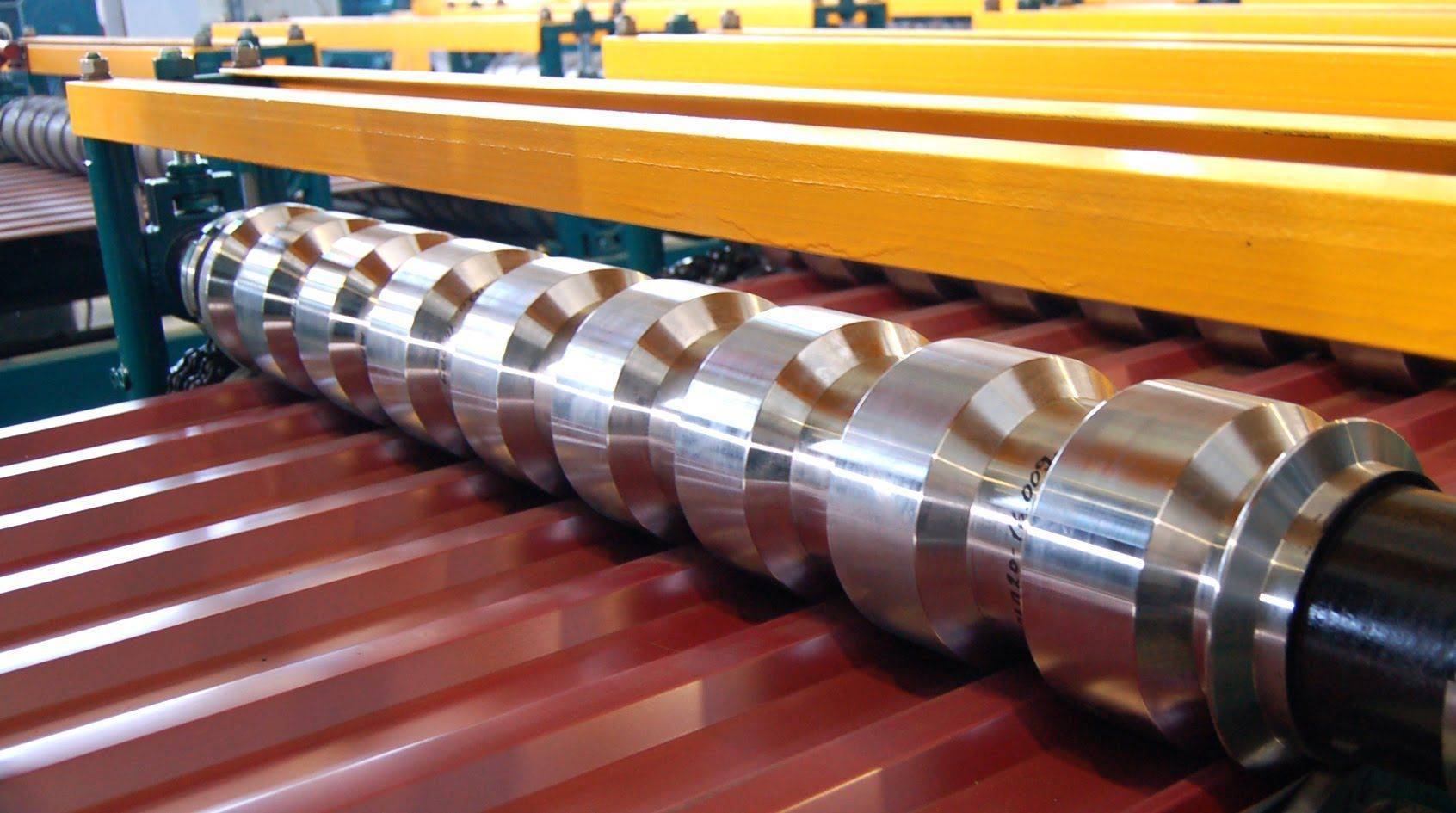
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Станки для изготовления профнастила
 Оборудование в зависимости от ступени механизации бывает:
Оборудование в зависимости от ступени механизации бывает:
- ручным;
- передвижным;
- втоматизированным.
Ручное оборудование применяется в строительных организациях, занимающихся обработкой металла в спецмастерских, для выпуска профилей, небольших по своим размерам. Также такое оснащение используется для производства доборных элементов.
Передвижные линии используются для выпуска листов, необходимых во время конструирования арок. На таком передвижном оборудовании арочные профнастилы изготавливаются непосредственно на стройплощадке. Производственные линии широко применимы во время строительства таких объектов, как аэродромы, зернохранилища, ангары.
В промышленности наиболее часто применяется автоматизированная техника. Именно на ней выпускается профнастилы для разных видов строительных работ.
Ручное оборудование для производства профлиста
Чаще всего такое оборудование используется в небольших производствах и при строительстве удаленных объектов, когда доставка небольших партий готового профилированного листа просто нецелесообразна.
Ручное оборудование для профлиста позволяет изготавливать до 150 листов профнастила за одну 8-часовую смену. Фактически, такой станок представляет собой ручной листогиб. С помощью прижима, лист оцинкованного металла фиксируется на рабочем столе, а специальная направляющая изгибает лист на заданный угол, формируя профиль поверхности.
Поскольку ширина рабочего стола в ручных станках ограничена и не превышает 2,5 м, такое оборудование для профнастила не может обрабатывать рулонную сталь. В качестве исходных заготовок используют листы оцинкованной стали размером не более чем 2,5×1,2 м.
Оборудование, приводимое в действие только мускульной силой, для производства профлиста
К преимуществам ручных станков для изготовления профлиста можно отнести мобильность и экономичность (за счет использования мускульной силы человека они не требуют для работы затрат энергоносителей). Такое оборудование для профнастила также легко монтируется, не требует для установки специальных производственных помещений и имеет небольшой срок окупаемости.
Недостатками таких станков являются малая производительность, высокая вероятность брака в виде перекатов и двойного нанесения гофры, возможность использования стального листа не толще 1,0 мм, а также высокая вероятность образования микротрещин слоя полимерного защитно-декоративного покрытия листа. По этой причине обрабатывать на таких станках крашеный металл не рекомендуется.
Многие российские машиностроительные предприятия производят ручное оборудование для изготовления профнастила, цена его в зависимости от качества и комплектации колеблется в пределах от 70 до 100 тысяч рублей.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.
 Станок прокатный
Станок прокатный
Следует тщательно подойти к выбору помещения
Помимо всех требований, предъявляемых непосредственно к оборудованию, надо учитывать и нюансы, связанные с выбором помещения, в котором будет происходить производство строительного материала. Необходимо, чтобы пол был ровным. К нему будет крепиться разматыватель посредством использования анкерных болтов.










Температура в помещении не должна превышать четырех градусов тепла. Если данный параметр не будет соблюден, то в лакокрасочном покрытии начнут появляться трещины. Соответственно, и качество листа будет плохим.
Также необходимо учитывать, что в помещении должно быть установлено специальное устройство для подъема груза. Надо выделить площадь, на которой будет находиться сырье для будущего строительного материала. Соответственно, должно быть выделено и место, где будет храниться уже готовая продукция.
Бизнес-план производства профнастила
1) Расчет себестоимости 1 м2 профнастила марки С-8
Сырье – оцинкованная сталь, толщиной 0,45 мм.
Вес 1 пог/метра рулона рассчитывается по формуле: Толщина * ширина * удельный вес металла 0,45 мм * 1250 мм * 7,85 гр = 4 415,63 гр (4,42 кг)
Ширина рулона стандартная – 1250 мм, но после профилирования ширина уменьшается. Так, для профлиста с высотой гофры 8 мм ширина листа на выходе составит 1 195 мм, при неизменном весе 1 пог/м на входе и выходе.
Вес 1 м2 профнастила марки С-8 рассчитывается по формуле: 1 погонный метр (кг) / ширину 1 пог/метра готового профнастила (м) 4,42 кг/1,195 м = 3,70 кг/м2
Итого, из 1 тонны рулонной стали выйдет 270 м2 профнастила марки С-8 (1000 кг/3,7 кг/м2)
Себестоимость 1 м2 оцинкованного профнастила марки С-8 = стоимость 1 т сырья/количество готового профнастила: 50200 руб/270 м2 = 185,93 руб
2) Выручка
За одну смену планируется выработка 500 м2 профнастила; месячная выработка – 12 000 м2
При продажной оптовой стоимости профнастила 240 руб/м2, и 24 раб/смен в месяц, прогнозируемая выручка составит: 500 м2 * 24 рабочих дня * 240 руб/м2 = 2 880 000 руб/месяц.
Прибыль: 2 880 000 – (185,93 * 12000 м2) = 648 840 руб/месяц.
3) Расходная часть
- аренда(300 м2 * 150 руб/м2) = 45 000 руб/месяц;
- коммунальные (включая отопление) — 12 000руб/месяц;
- электроэнергия (дневной расход при выработке 500 м2 – 48 кВт) — 1152 кВт/месяц * 4,5 руб=5184 руб/месяц;
- зарплата – 74 000 руб;
- аутсорсинг (ведение бухгалтерии) – 5000 руб/месяц;
- налоги к уплате – 107 739 руб/месяц;
- транспортные расходы – 90 000 руб/месяц.
Итого: 338 923 руб.
4) Чистая прибыль
5) Рентабельность производства профнастила
При выработке 12 000 м2/месяц, капитальные инвестиции в 1 700 000 руб окупятся: 1 700 000 руб/309 917 руб/месяц = 6 месяцев.
Полезное по теме:
- Виды профнастила и особенности покрытий различного типа
- Обзор оборудования для производства профнастила
- Сферы применения профнастила
- Анализ и перспективы российского рынка профнастила
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
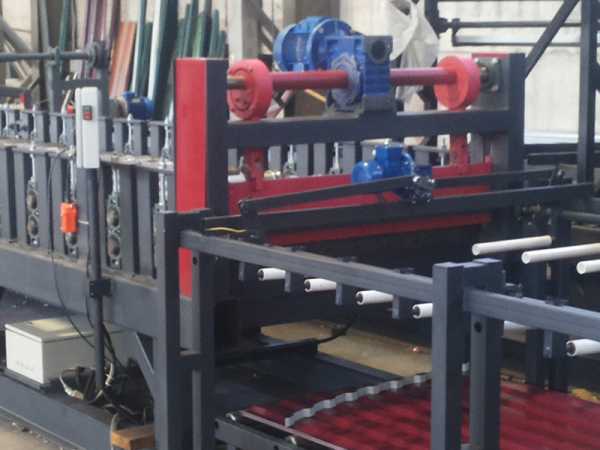
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.








Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
 Современное оборудование позволяет исключить из производства «человеческий фактор».
Современное оборудование позволяет исключить из производства «человеческий фактор».
Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
 Профлист хорошо подойдет для кровель, фасадов и ограждений.
Профлист хорошо подойдет для кровель, фасадов и ограждений.
Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
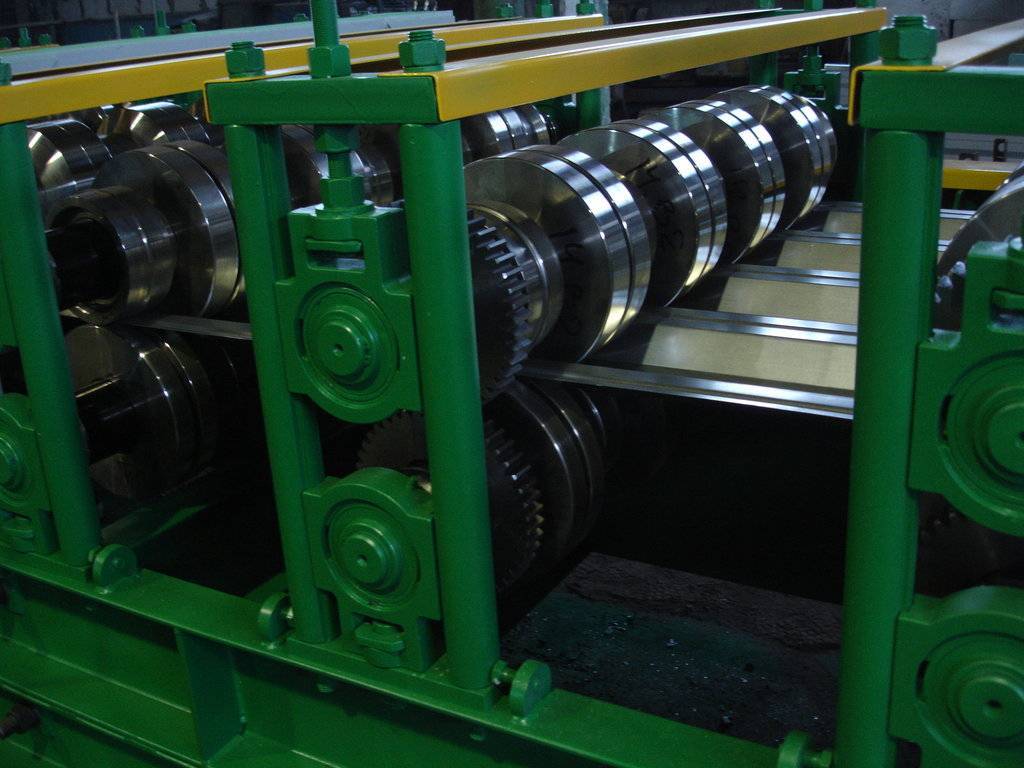
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.
Производство профнастила
В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.
У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.
Станок для профнастила
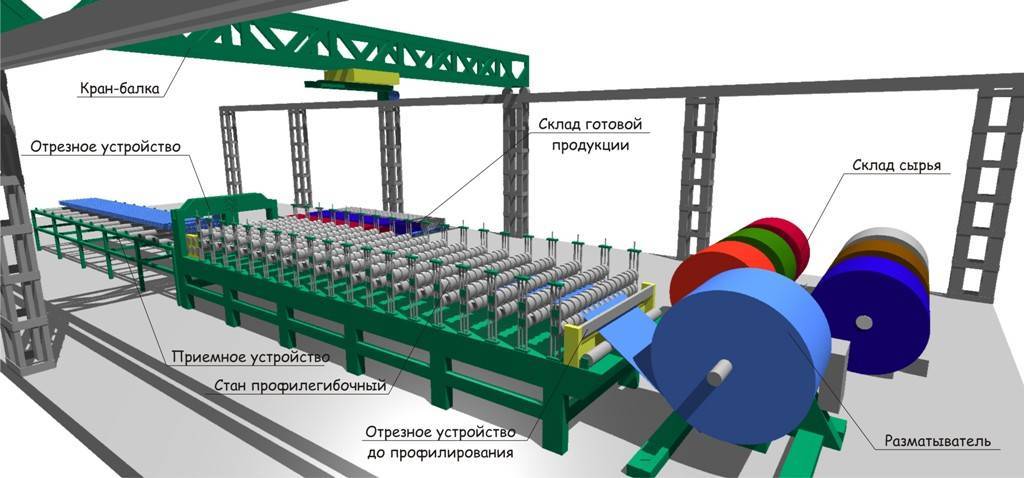
Оборудование для производства профнастила (линия, станок профнастила)
Профилегибочное оборудование (линии) предназначено для изготовления кровельного и стенового листового профиля с трапециевидными гофрами высотой от 6 до 116 мм из листа оцинкованной стали толщиной 0,4-1,5 мм и металла с лакокрасочным декоративно-защитным покрытием.
Состав линии профнастила:
- Разматыватель консольный 7,5 т или 10 т
- Профилирующий стан с подающим устройством.
- Электромеханическая гильотина.
- Приёмный рольганг или штабелирующее устройство.
- Автоматическая система управления (АСУ).

- Установленная мощность линии 9,5 кВт
- Скорость прокатки — 60 м. пог./мин.;
- Цикл производства листа 2м – 4,8 сек
- АСУ изготовлена на элементной базе Omron (Япония).
- Точность измерения ±1 мм на 3м изделия.
- Количество рабочих клетей — 13шт.;
- Вес комплекта —6000 кг;
- Обслуживающий персонал — 1 чел.;
- Максимальные габаритные размеры используемого рулона: Ширина — 1250 ±10мм.; Наружный диаметр — 1600 мм;
Внутренний диаметр — 500 … 600 мм;
- Длина приёмного штабелирующего устройства до 3, 6, 9 или 12 м.
- Габаритные размеры: 15…24 х 2 х 2 м
- Установленная мощность линий — 11.5 кВт.;
- Скорость прокатки — 60 м. пог./мин.;
- Цикл производства листа 2 м – 4,8 сек
- АСУ изготовлена на элементной базе Omron (Япония).
- Точность измерения ±1 мм на 3 м изделия.
- Количество рабочих клетей — 16 шт.;
- Вес комплекта —7000 кг;
- Обслуживающий персонал — 1 чел.;
- Максимальные габаритные размеры используемого рулона: Ширина — 1250 ±10 мм.; Наружный диаметр — 1600 мм;
Внутренний диаметр — 500 … 600 мм;
- Длина приёмного штабелирующего устройства до 3, 6, 9 или 12 м.
- Габаритные размеры: 16…24 х 2 х 2 м
Профнастил С-21 является одним из наиболее применяемых материалов для облицовки стен, сооружения различных заборов и так далее. Профнастил С-21 имеет наибольшую жесткость из всех облицовочных профилированных листов, что позволяет использовать профнастил С-21 как для кровли или, стен так и в качестве несъемной опалубки. Кроме этого не следует забывать про невысокий вес этого профнастила – менее 4 кг (при толщине 0,45 мм) в 1 м2, что позволяет применять облегченные фасадные или потолочные подконструкции для монтажа данного профнастила.









- Установленная мощность линий — 11.5 кВт.;
- Скорость прокатки — 60 м. пог./мин.;
- Цикл производства листа 2 м – 4,8 сек
- АСУ изготовлена на элементной базе Omron (Япония).
- Точность измерения ±1 мм на 3 м изделия.
- Количество рабочих клетей — 16 шт.;
- Вес комплекта —7000 кг;
- Обслуживающий персонал — 1 чел.;
- Максимальные габаритные размеры используемого рулона: Ширина — 1250 ±10 мм.; Наружный диаметр — 1600 мм;
Внутренний диаметр — 500 … 600 мм;
- Длина приёмного штабелирующего устройства до 3, 6, 9 или 12 м.
- Габаритные размеры: 16…24 х 2 х 2 м

- Установленная мощность линий — 19.0 кВт.;
- Скорость прокатки — 20 м. пог./мин.;
- Цикл производства листа 2 м – 6,8 сек
- АСУ изготовлена на элементной базе Omron (Япония).
- Точность измерения ±1 мм на 3 м изделия.
- Количество рабочих клетей — 20 шт.;
- Вес комплекта —11000 кг;
- Обслуживающий персонал — 1 чел.;
- Максимальные габаритные размеры используемого рулона: Ширина — 1250 ±10 мм.;
Наружный диаметр — 1600 мм; Внутренний диаметр — 500 … 600 мм;
- Длина приёмного штабелирующего устройства до 3, 6, 9 или 12 м.
- Габаритные размеры: 28 х 2 х 2 м

- Установленная мощность линии — 22,5 кВт.;
- Скорость прокатки — 20 м. пог./мин.;
- Производительность 18 м.п./мин.
- АСУ изготовлена на элементной базе Omron (Япония).
- Количество рабочих клетей — 25 шт.;
- Вес комплекта —21000 кг;
- Обслуживающий персонал — 1-2 чел.;
- Максимальные габаритные размеры используемого рулона:
- Ширина — 1250 ±10 мм.;
- Длина приёмного штабелирующего устройства до 3, 6, 9 или 12 м.
- Габаритные размеры: 36 х 2,4 х 2 м

- Установленная мощность линии — 14,0 кВт.;
- Производительность -25 м.п./мин.
- АСУ изготовлена на элементной базе Omron (Япония).
- Количество рабочих клетей — С-8-13 клетей, С-21-17 клетей.;
- Вес стана —8000 кг;
- Обслуживающий персонал — 1-2 чел.;
- Максимальные габаритные размеры используемого рулона:
- Ширина — 1250 ±5 мм.;
- Длина приёмного штабелирующего устройства до 3, 6, 9 или 12 м.
- Габаритные размеры: 22 х 2,4 х 2 м
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.

Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.





