

Регистрация бизнеса и оформление документации
Согласитесь, что после того, как, не прилагая особых временных затрат, удастся получить некоторое количество замечательного стройматериала, у каждого начинающего мастера кирпичных дел возникнет желание превратить этот несложный процесс в доходный бизнес. И такой расклад вполне реальный, если Вы поняли основныеособенности изготовления кирпича.
Для этого необходимо решить некоторые документальные вопросы. Сначала определитесь: хотите ли вы производить кирпич кустарным способом или все-таки открыть мини-завод с современным оборудованием.
Для малого ручного производства кирпича достаточно зарегистрировать ИП, можно это сделать он-лайн.
На покупку оборудования для небольшого завода придется потратить около 1,5 млн рублей и оформить ООО, что потребует сбора большого количества документов.
Госпошлина для ООО равна 4000 рублей, а для ИП — всего 800.
Поставьте фирму на учет в налоговый орган и можете приступать к коммерческой деятельности.
Чтобы Ваши будущие заказчики не мучились в сомнениях по поводу качества продукции, рекомендуем пройти процедуру сертификации товара и потратить на нее еще какое-то количество денег. Но если Вы уверены в том, что сможете донести преимущества кирпичей без лишних справок, то сертификат можно и не получать.
Актуальность бизнеса по выпуску облицовочного кирпича
В России сегодня немало производств, занимающихся выпуском облицовочных кирпичных блоков. И причем, это не только специализированные предприятия, но и прочие заводы, производящие материал на базе имеющихся средств, станков и сырья
И чтобы не совершить ошибку, открыв 100-й по счету кирпичный цех в данном регионе, важно сначала составить бизнес план производства облицовочного кирпича, где были бы отражены все важные нюансы организации собственного дела
Многие потребители, несмотря на обилие всевозможных современных облицовочных материалов, продолжают отдавать предпочтение «классике» – кирпичным блокам. Учитывая это, в каждом регионе можно найти своего потребителя.
 Вряд ли в этой нише стоит бояться крупных конкурентов. Они, как правило, делают ставку на оптовые поставки товара. А начинающему предпринимателю можно сначала ориентироваться на частного покупателя, постепенно расширяя рынки сбыта.
Вряд ли в этой нише стоит бояться крупных конкурентов. Они, как правило, делают ставку на оптовые поставки товара. А начинающему предпринимателю можно сначала ориентироваться на частного покупателя, постепенно расширяя рынки сбыта.
Еще одно важное преимущество планируемого бизнеса – возможность осуществлять производство облицовочного кирпича в домашних условиях. Технология проста, а оборудование недорого, качественный конечный продукт – чем не мотивация начать свой бизнес в этой сфере?. Наверное, единственный существенный недостаток этого направления – производство декоративного облицовочного кирпича носит сезонный характер
Лучше сразу быть готовым к тому, что в период с сентября по март продажи изделий резко снизятся
Наверное, единственный существенный недостаток этого направления – производство декоративного облицовочного кирпича носит сезонный характер. Лучше сразу быть готовым к тому, что в период с сентября по март продажи изделий резко снизятся.
Кирпич силикатный
Для получения силикатного кирпича понадобится три компонента: вода, известь, кварцевый песок.
Для кирпичной массы извести нужно совсем немного, всего лишь 8%. Перед добавлением в песок, ее необходимо погасить в стальном цилиндрическом сосуде, силосе извести. Смешивание двух основных компонентов происходит в другом сосуде — песчаном силосе.
Формовка силикатного кирпича должна производиться автоматически на специальном оборудовании. Именно из-за использования сложных технологий этот вид материала имеет не только высокую стоимость, но и безупречный внешний вид и отличное качество.
Базовый цвет готового кирпича — белый. Это позволяет придать силикатным блокам любой оттенок при необходимости.
Что понадобится для производства красного керамического кирпича
Сырье
Основой для изделий служат суглинки и легкоплавкие глины, предпочтительно обладающие умеренной пластичностью. Сырье у разных заводов по выпуску кирпича может быть различным (ведь его добыча производится из разных месторождений).
Но главное, чего не должно быть в глине – это примесей известняка, который способен во время обжига испортить поверхность материала.
- Кроме глины, в состав запекаемой массы добавляют отощители (от 20 до 30 процентов общего веса). Это может быть бой готовых изделий, дегидратированная глина, кварцевый песок. Их добавка не дает готовым изделиям дать большую усадку.
- Чтобы увеличить пористость (и тем самым теплоизолирующую способность), в сырье добавляются вещества, которые, сгорая, образуют воздушные полости в кирпиче. Это, например, измельченная солома, торф, опилки, угольная крошка.
Для получения качественных изделий, соответствующих стандартам, необходимо постоянное поступление однородной глинистой массы, имеющей достаточную влажность. Добавки должны быть тщательно перемешаны. Чтобы удовлетворить всем этим требованиям, используется специальное оборудование.
А теперь рассмотрим оборудование для производства красного керамического кирпича.
Для измельчения сырья
 На кирпичных заводах сырье для изготовления керамического кирпича подвергают трем степеням измельчения: от грубой обработки до среднего и мелкого помола. С этой целью применяются такие аппараты, как вальцы (вальцовые мельницы), бегуны, дробилки. К ним сырье подается специальными ящичными питателями.
На кирпичных заводах сырье для изготовления керамического кирпича подвергают трем степеням измельчения: от грубой обработки до среднего и мелкого помола. С этой целью применяются такие аппараты, как вальцы (вальцовые мельницы), бегуны, дробилки. К ним сырье подается специальными ящичными питателями.
- В частности, предварительное (грубое) измельчение достигается с помощью конусных или щековых дробилок.
- Более мелко покрошат смесь бегуны и вальцовые мельницы.
- Самый тонкий помол даст дробилка молоткового типа, однако она работает лишь с не очень влажными (до 15 процентов воды) смесями.
Вальцы, если они ребристые, плохо справляются с камнями в глине, пропуская их до пятидесяти процентов. Исправить положение может дать дальнейшая обработка смеси бегунами или гладкими вальцами. Но при этом происходит быстрый износ агрегатов, детали которых приходится часто менять.
Для формования изделий
В зависимости от технологии изготовления это могут быть:
- вакуумные ленточные прессы, а также
- прессы, работающие на гидравлике или механике.
Для сушки и обжига
Сушильные устройства бывают двух видов: туннельные (непрерывного действия) и камерные (периодического действия).
Первые работают так: вагонетка с кирпичом, расположенным на полках, движется сквозь туннель, прогреваясь. Такие устройства более популярны, они современнее и на треть быстрее работают, чем камерные аппараты. Кроме того, во многих моделях туннельных сушилок имеется возможность автоматической регулировки.
Кирпичи обжигают в специальных промышленных печах, дающих очень высокую температуру нагрева (до 1000 градусов). Применяют кольцевые или туннельные печи. Первые более традиционные, они представляют собой разделенный на камеры канал для обжига. Работать с ними очень тяжело, и на новых заводах ставят более современные и удобные туннельные печи. В них вагонетка движется по каналу длиной до 100 метров, в котором имеются три зоны. Для нагревания, обжига и охлаждения кирпича. Это занимает от 18 до 36 часов.
Технологическая схема и способы производства красного керамического кирпича рассмотрены ниже.
Состав

Основой кирпича являются природные глинистые минералы, в том числе каолин и сланцы. Небольшие количества марганца, бария и других добавок смешиваются с глиной для получения разных оттенков, а карбонат бария используется для повышения химической стойкости кирпича к элементам.
В современных технологиях производства кирпича применяют многие другие добавки, в том числе побочные продукты из бумаги, аммониевые соединения, смачивающие агенты, флокулянты (вызывают образование частиц в виде свободных кластеров) и дефлокулянты (рассеивают такие кластеры). Некоторым глинам требуется добавление песка или грога ( подземный , предварительно сжигаемый материал, такой как лом кирпича).
Для производства кирпича определенной цветной или поверхностной текстуры используется широкий спектр материалов и способов покрытия. Чтобы создать типичное покрытие, песок (основной компонент) механически смешивается с некоторым типом красителя. Иногда для получения текстур поверхности добавляют флюс или фритту (стекло, содержащее красители). Флюс снижает температуру плавления песка, поэтому он может связываться с поверхностью кирпича. Могут использоваться и другие материалы, включая гранулированный и необожженный кирпич, нефелиновый сиенит и гранулированный агрегат.
Оборудование для производства кирпича
Крупный завод по производству кирпича требует инвестиций в размере несколько сотен миллионов рублей. Например, ООО «Казанский завод силикатных материалов» выпускает до 230 миллионов штук силикатного кирпича в год, имеет более 200 сотрудников.
В данной статье мы будем говорить о мини-заводе, инвестиции в который на порядок ниже. Многообразие технологий порождает множество наименований оборудования. Мы не будем подробно останавливаться на составе оборудования для технологической линии для производства кирпича, так как ее состав зависит как от производительности, так и от выбранной технологии.
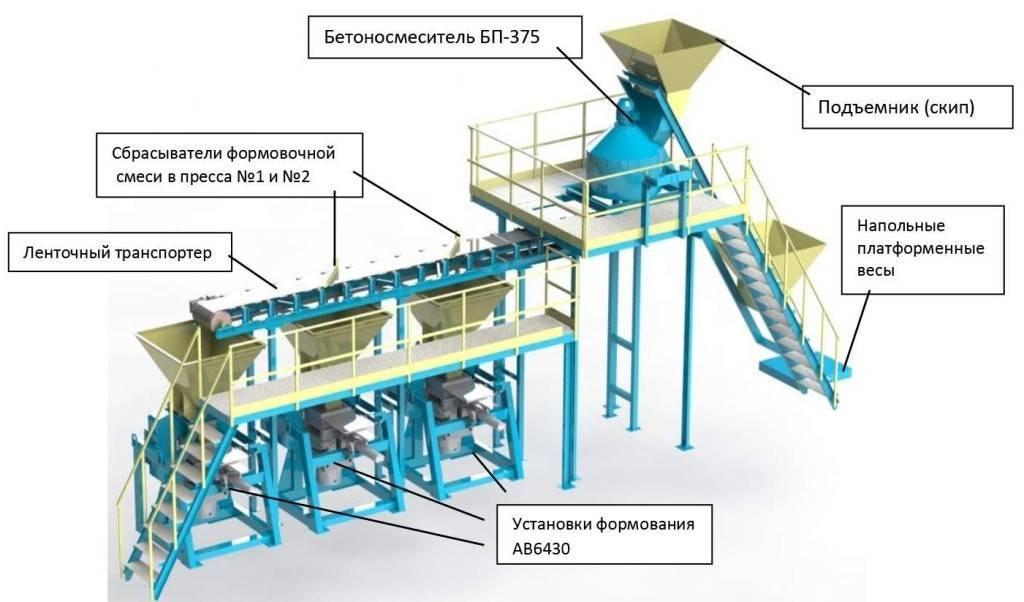
Для производства керамического кирпича необходимое оборудование состоит из следующих основных блоков:
линия для измельчения сырья;
линия для формирования кирпича;
линия для сушки и обжига.
Для производства силикатного кирпича используется следующие основное оборудование:
оборудование для приготовления песчано-известковой смеси:
оборудование для формирования сырого кирпича;
оборудование для обработки сырого продукта в автоклаве.
Для изготовления гиперпрессованного кирпича будет необходимо оборудование:
гиперпрессы;
дробилки;
приемные и расходные бункеры;
дозаторы;
винтовые и ленточные конвейеры;
передвижные компрессорные установки;
бетоносмесители и прочее оборудование.
Стоимость оборудования зависит от применяемой технологии, степени автоматизации процесса производства и производительности линии.
Самый простой станок для производства кирпича (методом вибропрессования) стоит от 245 тысяч рублей. На данном станке также можно производить стеновой камень, арболит, лего-кирпич, плитку тротуарную и бордюрный камень. Производительность данного типа станков составляет около 100 штук кирпича в час. Конечно, большинство операций на данном станке придется производить вручную. Более производительное оборудование, с производительностью 500 кирпичей в час, и в котором часть процессов будет автоматизирована, будет стоить около 1,8 млн. рублей.







Небольшая линия для производства кирпича методом гиперпрессования может стоить порядка 1-4,5 млн. рублей. Доступность сырья является важным фактором, так как производство основано на низком расходе портландцемента и использовании в качестве заполнителя отходов производства предприятий горной, цементной, металлургической промышленности и различные виды отвалов.
Более производительная линия для производства силикатного кирпича, рассчитанная на производство 22 миллионов штук в год, обойдется около 60 миллионов рублей. Естественно, такое оборудование поставляется на заказ в течение 4-5 месяцев. Как правило, в цену входят услуги по обучению персонала, настройка оборудования в зависимости от особенностей исходной смеси, услуги шефмонтажа и прочие услуги, позволяющие максимально быстро запустить производство.
Оборудование для масштабного производства, то есть более 50 миллионов штук кирпича в год будет обойдётся более чем в сто миллионов рублей.
При выборе оборудования следует обратить внимание на возможность производства на данном оборудовании и прочих изделий, кроме кирпича. Это позволит существенно разнообразить ассортимент продаваемой продукции и снизить риски открытия такого производства
Некоторые линии оборудования позволяют производить до десятка различных наименований изделий, широко используемых в строительстве.
Методы изготовления кирпича: пластическое формование («традиционный»)
Как ни крути, а все-таки именно кирпич — один из самых востребованных материалов для строительства – надежный, долговечный, практичный и проверенный временем. Из керамического кирпича можно возводить как совсем простые конструкции, так и самые сложные и необычные здания в различных стилях – архитектурные возможности практически безграничны.
Способов производства керамического кирпича существует несколько, но, при всем их многообразии сырьем для него, в любом случае, служит глина.
В основу любой технологии изготовления керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг.
Мы хотим более подробно остановиться на изготовлении кирпича методом пластического формования – наиболее распространенного производственного процесса. Это тот самый метод, который чаще всего называют «классическим или традиционным». Данный метод состоит из нескольких этапов:
Подготовка сырья.
На этом этапе глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
При необходимости ее измельчают и затем доводят до нужной консистенции, смешивая с различными добавками. Точного рецепта не существует – все зависит от месторождения глины, ее состава и желаемых свойств и качеств готового изделия. Состав добавок различается и у каждого производителя он свой. Но, в любом случае, полученное сырье должно обладать такими качествами, соответствующими действующим нормативам, как пластичность (особую способность, позволяющую сохранять и изменять форму без разрушения), спекаемость (указывает на способность твердеть при нагревании до высокой температуры, высокотемпературные глины характеризуются спекаемостью при температуре, превышающей 1300 градусов), огнестойкость (в соответствии с ней, разделяют глины легкоплавкие, тугоплавкие и глины с высоким уровнем огнестойкости).
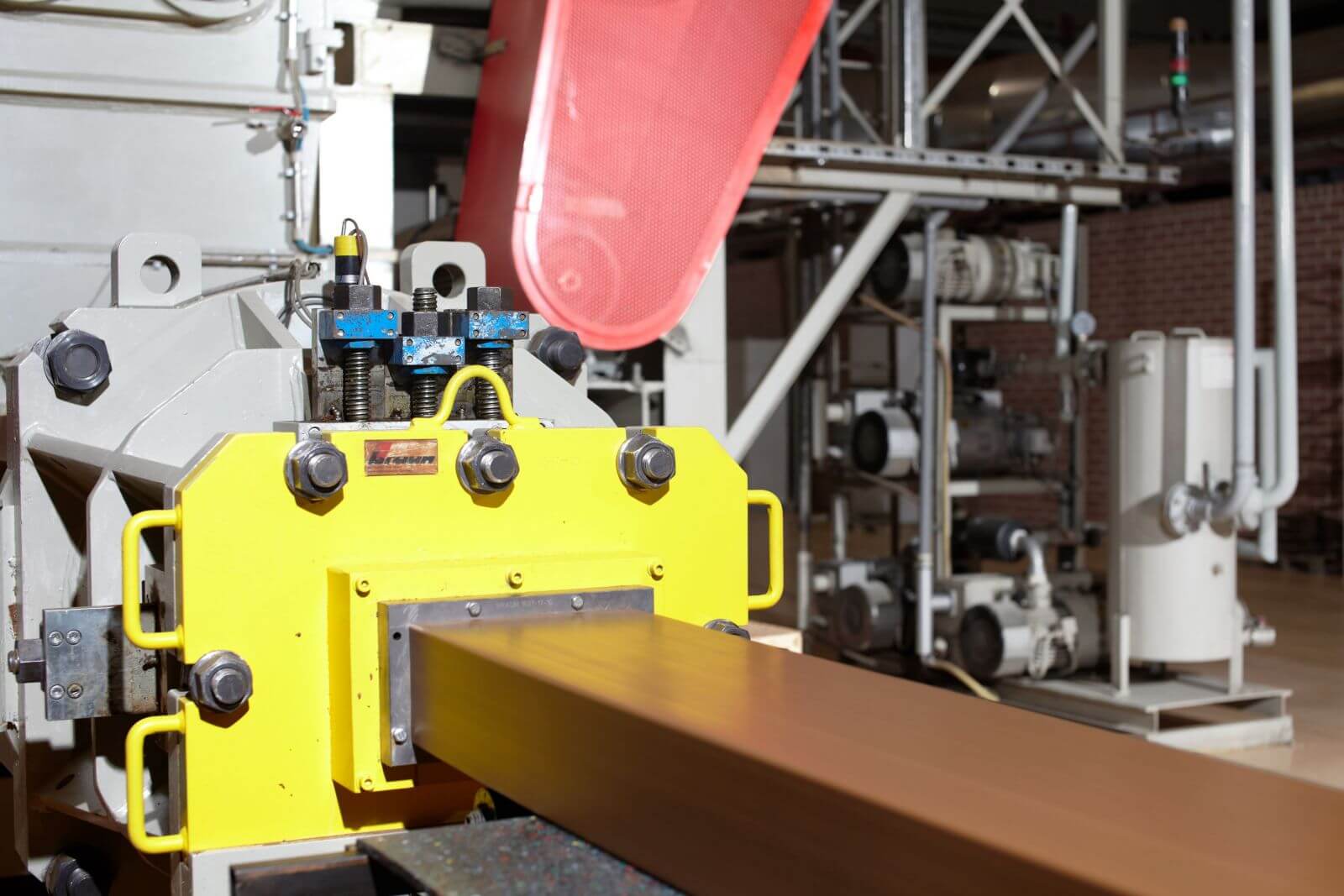
Формование кирпича-сырца.
Глиняная лента (брус) нарезается автоматическим устройством на кирпич-сырец. Форма мундштука пресса может быть разной. Это позволяет создавать кирпич различных форм, а с помощью специальной оснастки изменять типы поверхности и фактур.
Размер таких кирпичей (заготовок) несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%. Кирпич пластического формования может быть с пустотами (пустотелым считается кирпич с 13 % пустот и выше) или полнотелым (соответственно, пустот не более 13 %). Процесс изготовления различается как в подготовке глины, так и на этапе выхода из пресса. Пустоты в кирпиче формируются при помощи кернов мундштука. От размера выходной части мундштука зависят длина и ширина будущего кирпича, высота же – от дальнейшей нарезки бруса.
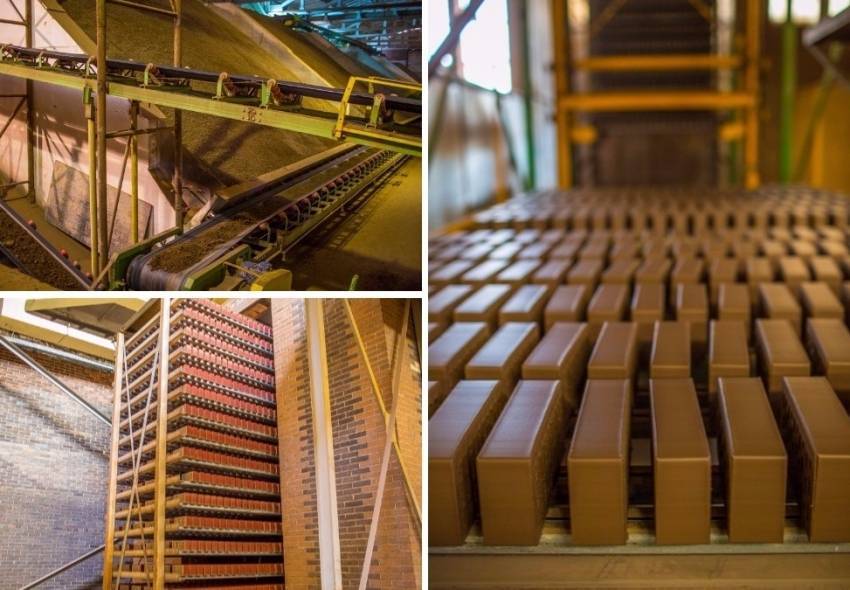
После нарезки заготовки отправляются на сушку, где влага из них испаряется при температуре приблизительно 90 °C. Это важный и сложный этап производства кирпича.
Для того, чтобы предохранить кирпич от растекания – сушить его нужно медленно, следить, чтобы скорость испарения не превышала скорости миграции влаги из внутренних слоев. При остаточной влажности кирпича-сырца 6-8% его можно подавать на обжиг.
Обжиг.
Это завершающий этап производства кирпича методом пластического формования. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи.
Здесь все зависит от имеющегося у производителя оборудования. Температура же обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1100°C. Необходимую температуру обжига следует строго выдерживать в течение нескольких часов, а весь цикл обжига длится несколько дней. Во время этого процесса цвет и структура кирпича полностью меняются и изделия обретают свой конечный вид. Из печи достают уже готовый кирпич, обладающий прочностью, водостойкостью и устойчивостью к перепадам температур.
По завершении всех работ кирпич транспортируют на склад готовой продукции –материал, полностью готовый к применению как в новом строительстве так и для реконструкции здания.
В заключение еще раз подчеркнем, что именно использование натуральный глины высокого качества позволяет производить экологически безопасные кирпичи различных цветов, поверхностей, фактур и форматов, полнотелые, или пустотелые и выдерживать уровень качества, доказанный многими годами применения.
Виды
Керамический облицовочный кирпич по типу производства подразделяется на следующие разновидности:
- Клинкерный. Самый прочный вид керамического кирпича. Подвергается обжигу при температуре до 1900°, что создает практически однородный материал с высокой степенью прочности и износоустойчивости. Почти не впитывает воду, что хорошо для долговечности материала, но усложняет процесс кладки. Исключительность свойств клинкерного кирпича в некоторых случаях являются основанием для выделения его в отдельный тип материалов, но способ изготовления и исходное сырье однозначно определяет его принадлежность к керамическому облицовочному кирпичу.
- Гиперпрессованный. Производится без обжига с использованием высокого давления. Качество материала ниже, чем у обожженных сортов кирпича, случаются проблемы с теплопроводностью — следствием высокой плотности. Прочность и морозостойкость материала достаточно высоки. Наиболее сильной стороной гиперпрессованного кирпича является идеально выдержанная форма — геометрия блока не допускает никаких неровностей, грани гладкие, абсолютно одинаковые. Часто этот вид материала также выделяют в отдельный подвид облицовочного кирпича.
- Пористый. При формировании смеси в нее закладываются древесные опилки, которые выгорают при обжиге с образованием большого количества небольших полостей. Такая структура позволяет повысить теплосберегающие качества, снизить звукопроводимость и вес кирпича.
- Ангобированный. Другое название — «двухслойный» или «цветной». При изготовлении на высушенный блок из сырца наносится тонкий слой (0,2-0,3 мм) цветной глины, содержащей мел, каолин и т.д. После обжига получается блок, покрытый матовым цветным слоем. Постройка из такого материала смотрится весьма солидно и респектабельно, цвет поверхности ровный, а в сочетании с контрастным расшивочным составом стены выглядят очень богато и элегантно.
Категории материала:
- Пустотелый.
- Полнотелый.
- Лицевой.
- Печной.
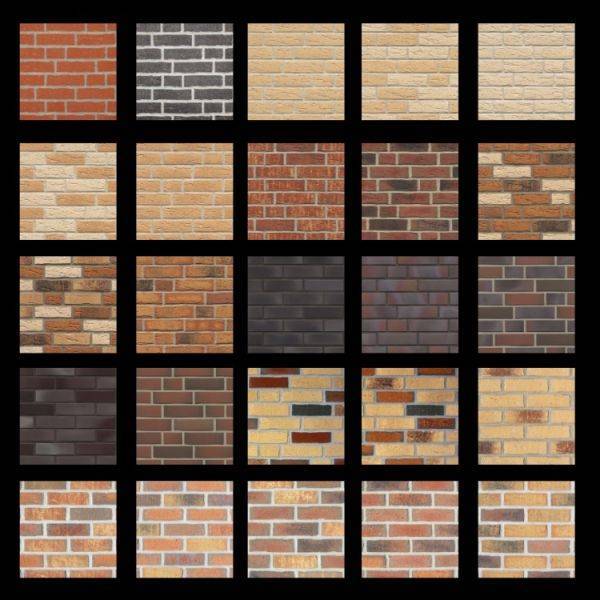
По качеству поверхности кирпич бывает:
- Гладкий.
- Шероховатый (фактуризованный).
- Глазурованный.
- Фигурный.
- Фасонный.
Кроме того, разные методики обжига позволяют получить множество оттенков цвета материала.
Технология производства не позволяет со 100% точностью получать одинаковый цвет материала. При необходимости облицевать большие площади, следует приобретать материал из одной партии во избежание нестыковок по цвету.
Сырье для производства клинкерного кирпича
Основой этого материала выступают тугоплавкие сорта глины с высокой концентрацией оксида алюминия. Этот компонент повышает устойчивость заготовок к плавлению под действием высоких температур и обеспечивает отсутствие деформаций в ходе обжига. Если в исходной глине процент содержания алюминиевого оксида ниже 23, смесь обогащают путем добавления каолинитовой глины.
При составлении смеси для формовки клинкерного кирпича особое внимание уделяют контролю за содержанием трех видов включений:
— трёхвалентный оксид железа. При наличии в сырье более 8% этого компонента возникает вероятность того, что на поверхности заготовок при обжиге будут образовываться вздутия или появится спекшаяся корка, которая будет препятствовать равномерному прогреву.
— оксид кальция. Концентрация этого включения также не должна превышать 8%. В противном случае, заготовки будут плавиться в печи, а в их структуре будут образовываться наполненные воздухом полости.
— оксид магния. Его содержание в исходном сырье не должно превышать 4%, иначе заготовки при дальнейшей обработке будут давать усадку.
Самодельный станок для выпуска кирпича
Чертежи станка для производства кирпича в трех проекциях
Сегодня без труда можно купить оборудование для создания данного стройматериала. Можно выбрать такие станки:
- ручные,
- с частичным или полным электрогидравлическим приводом,
- автоматизированные.
Если Вам нужно оборудования для кирпичного производства, то огромное значение имеет его цена. Ведь мы хотим уменьшить себестоимость строительства и трудоёмкость работ. Ведь собственное здоровье не купишь!








Сегодня стоимость оборудования составляет от 3000 руб. Она определяется следующими факторами:
- производительностью,
- уровнем механизации,
- качеством используемых материалов,
- внешним видом станка.
Приобрести его в интернете достаточно легко. Самодельные станки для изготовления кирпича предназначены для желающих построить свой дом самостоятельно. Ведь не зря говорят, что мужчина обязан «Посадить дерево, выстроить дом, вырастить сына».
Отличительные свойства такого станка для производства кирпича:
- он не зависит от электроэнергии;
- изделие доступно по затратам, он дешевле потому, что Вы производите его самостоятельно;
- этот стройматериал имеет отверстия для армирования конструкции и укладки проводки;
- простота обслуживания;
- продукцию можно изготовить всего за 20 сек.
Самодельный станок для выпуска кирпича
Принцип работы станка состоит в сжимании смеси для создания кирпича в особой форме-матрице, используя ручной прижим. Он имеет бункер для загрузки и устройство для дозирования.
Кирпичные станки имеют такие габариты, которые позволяют эксплуатировать его и производить стройматериал на:
- открытой стройплощадке;
- в степи;
- помещении 3х3;
- в гараже и пр.
Одно нажатие позволяет произвести 2 или 3 штуки изделия, это зависит от модификации. Полностью материал высыхает за 21 день, это позволяет ему достигнуть максимальной прочности.
В форме имеются 2 отверстия круглой формы, облегчающие изделие, улучшающие его теплоизолирующие свойства за счёт прослойки воздуха. Такие отверстия позволяют выполнять вертикальное армирование кладки.
Преимущества станка для выпуска кирпича
И всё-таки лучше сделать станок своими руками. Так Вы сможете воплотить собственные задумки при изготовлении приспособления для производства кирпича по собственным чертежам или готовым, которые найдены в интернете.
Можно найти не только общий вид необходимого оборудования, но и подробные чертежи станков для производства кирпича. Форму для производства шлакоблоков делают в виде металлического ящика толщиной 3 мм с ручками без дна.
Чтобы лицевая сторона шлакоблока была ровной, их сушат на ленте из резины, смочив её моющим средством. Этот станок работает благодаря вибрации двигателя, появляющейся из-за неуравновешенности грузов. Чтобы лучше извлечь форму, на цилиндрах сделаны фаски 0.2-0.4 см.
Чертежи вибростанка для изготовления формы
На иллюстрации вверху указано:
- 1 – развертка матрицы.
- 2,3,4 – заготовки поддона.
- 5,6,7 – нижнее обрамление матрицы (уголок 25х25).
- 8 – планка для крепления пустотников.
- 9 – пустотник.
- 10 – верхняя заглушка пустотника.
- 11 – нижняя заглушка пустотника.
Самостоятельная работа
Инструкция по изготовлению кирпичеделалки своими руками:
- болгаркой раскраиваем лист стали толщиной не менее 2 мм;
- чтобы в местах сгиба лист не растрескивался, делаем надрезы изнутри на 1/3 диском 2 мм;
- изготавливая матрицу, проверяйте стыковку углов, сначала поджав прихватами, а потом приварить сваркой;
- снизу матрицы привариваем уголки для хорошей амортизации;
- привариваем поддон под раствор;
- привариваем уголки, чтобы прикрепить электродвигатель;
Для станка на одну форму можно использовать какой-либо двигатель асинхронный от 120 Вт.
Технология производства клинкерного кирпича
Выбор глины
Для производства клинкерного кирпича используют тугоплавкие глины с высоким содержанием оксида алюминия. Оксид алюминия (Al2O3) снижает вязкость расплава и позволяет уменьшить деформации кирпича при обжиге. Оптимальное содержание Al2O3 составляет 17…23%. Глины с низким содержанием оксиды алюминия дополнительно обогащают, добавляя в шихту каолинитовые глины.
Глины всегда содержат некоторое количество оксидов железа — трехвалентного и двухвалентного. Содержание железа определяет цвет кирпича, который варьирует от вишнево-красного до темно-фиолетового.
Содержание трехвалентного железа (оксид железа Fe2O3) в глине не должно превышать 8%. Это связано с тем, что при воздействии температур около 1000 градусов в условиях обжиговой печи Fe2O3 восстанавливается до FeO, который вступает в реакцию с оксидом кремния, образуя Fe2SiO4 (фаялит) Фаялит формирует на поверхности кирпича корку, которая препятствует окислению углерода и отведению углекислого газа. Несгоревший углерод может образовать вздутия на поверхности клинкерного кирпича. Эту проблему можно решить, снизив скорость нагрева сырца в диапазоне от 900 до 1100 градусов.
Содержание CaO в глине не должно превышать 7…8%. Высокое содержание кальция может привести к:
- уменьшению интервала спекания глины (сначала глина медленно спекается, давая малую усадку или расширение, а затем происходит резкое плавление, образование жидкой фазы и деформация кирпича под действием собственного веса и веса кирпичей, лежащих сверху);
- повышению пористости кирпича. Углекислый газ, образующийся при термическом разложении CaCO3 ( эта соль всегда есть, если есть оксид кальция), расширяется и образует поры.
Содержание оксида магния не должно превышать 3…4%. Глины с высоким содержанием магния дают значительную усадку. При этом небольшая доля оксида магния в сочетании с равной долей оксида кальция увеличивают интервал спекания.
Кремнеземистый модуль
Кремнеземистый модуль – это величина, характеризующая отношение доли оксида кремния к содержанию оксида алюминия и оксида железа в сумме. Рассчитывается по формуле:
Si02 СВОб)/(А1203 -J- Fe203)
Для производства клинкерного кирпича подходят глины с кремнеземистым модулем 3…4,5. Глины с низким показателем имеют узкий интервал температур спекания, что заметно усложняет производство. Из глины с высоким кремнеземистым модулем получается хрупкий кирпич.
Технология производства кирпича силикатного
Процесс формирования твёрдых блоков из смеси извести и песка основан на термической обработке готового раствора и возник сравнительно недавно, тогда как использование смеси в строительстве насчитывает уже пару тысячелетий. На производстве силикатного кирпича можно выделить 3 основных этапа: подготовка сырья, гашение извести и собственно изготовление блоков. Подготовка включает в себя следующие этапы и аппараты:
Сеялка для песка. Фракция песчаного сырья должна составлять не более 2.5 мм, к тому же, процесс просеивания позволяет очистить песок от органических вкраплений.
Установки для измельчения негашёной извести.
Возможна установка силоса для предварительного гашения извести
Аппарат, дозирующий подачу сырья в смесь. Смесь на 90-92% состоит из песка, остальное — гашёная известь, цветовые пигменты и модификаторы.
Установки для гашения извести разделяются на 2 типа:
Барабанные установки с использованием водяного пара позволяют быстро завершить процесс гашения в смеси, однако являются энергозатратными.
Силосные конструкции из нескольких секций позволяют получать непрерывный поток готовой смеси, несмотря на то, что для реакции может потребоваться до 10 часов.
На последнем этапе происходит формование блоков в прессовальных аппаратах и отправка сырца в автоклав, где под давлением и воздействием водяного пара высокой температуры в кирпиче формируются соединения гидросиликата кальция, который обеспечивает твёрдость строительному блоку. Автоклавная обработка длится 10-20 часов, поэтому для поточного производства потребуется установка нескольких автоклавов.
Как получить смесь для производства кирпича?
Самое главное правило – следить за жирностью глины. От этого показателя сильно зависит прочность готового изделия в целом. Чтобы получить максимально прочный кирпичный блок, нужно предварительно протестировать жирность глины. Все легко – берется килограмм глины, в нее добавляется небольшое количество воды. Смесь размешивается до тех пор, пока она не начнет прилипать к рукам. «Тесто» скатывается в небольшой шарик диаметром 10 сантиметров, после чего он ставится в тень на 2-3 дня. Если трещин нет, значит, сырье нормальное. При наличии трещин нужно добавить немного песка. Непрочный шарик без трещин свидетельствует о недостаточной жирности сырья. В таком случае добавляется более жирный сорт глины.
Этапы производства
Превращение глины в готовый кирпич происходит в четыре этапа:
- Добыча, доставка и подготовка сырья.
- Формирование сырца.
- Сушка сырца
- Обжиг в печи.
После этого кирпичи остывают, штабелируются и пакуются.
Модели оборудования
Вибропресс Сиргис-универсал. Работает в сети 220 вольт. Пресс создает усилие, равное 29 тоннам. Имеется возможность использования разных форм. Обслуживание осуществляется одним рабочим. Габариты техники сравнимы с габаритами двух длинных холодильников, поставленных в ряд.








Печь для обжига Кераммаш. Электрический нагрев. 2 м3 полезного объема. Максимальная температура внутри камеры – 1260 градусов. Двери – поворотные. Выкатной поддон упрощает загрузку и выгрузку сырья/готовой продукции. Оснащается вентилятором.
Смесители РусьМаш СМК 125А. Два вала ускоряют процесс обработки сырья. Работают от сети 380 вольт. Встроена функция увлажнения смесителем.





