Стадии производства РВД
Установление длины шланга и его нарезка на специальном станке.
Данная стадия производства выполняется на специальном станке, чтобы получить равномерный срез, для обеспечения герметичности изделия. Кроме этого, на этой стадии подбираются муфты для обжима, фитинги, адаптеры и переходники исходя из параметров шланга, а также устанавливаются кулачки.
Обработка, сборка и прессовка.
На этой стадии производства происходит обжимание рукава, которое происходит двумя способами – поперечным и продольным. При поперечном способе, в районе муфты изначально удаляется часть поверхностного резинового слоя шланга и затем проводится операция по обжиму. При таком способе обжима, обеспечивается достаточная герметичность соединения и рукав способен выдержать давление до 120атм. Основу продольного соединения составляет муфта с зубцами по всей обратной стороне кольца, которые при отжиме врезаются в резиновый слой, обеспечивая надежное соединение и отличную герметичность. РВД, для производства которых использовали продольного способ, используются там, где необходимо поддерживать высокое давление внутри него.
Мониторинг качества и испытания.
Данная стадия производства является обязательным условием для проверки работоспособности и надежности РВД. Испытание производится путем подачи масла или воды на шланг с большим давлением, которое в 2 раза превышает рабочее. Контролируют удержание заданного давления в определенный интервал времени. После проведения испытаний шланг продувается сжатым воздухом с целью удаления остатков технических жидкостей и сушки изделия.
На этом производство закончено, товар готов к реализации.
Компания КАСКАД, являясь дистрибьютором ведущих компаний-производителей оборудования для изготовления РВД, предлагает:
Оснащаем производственный цех рукавов высокого давления
Комплект оборудования для производства РВД
Купить оборудование для производства РВД можно и в России, и за границей. Несмотря на то, что данная сфера пока развита не сильно, предложений на рынке машин и аппаратов достаточно много. И всякое оборудование здесь будет различаться по мощности, комплектации и степени автоматизации. Естественно все технические характеристики будут напрямую отражаться и на стоимости производственных линий.
Для экономии расходов на запуск цеха, многие предприниматели заказывают оборудование из Китая. И отметим, что далеко не все китайское плохо — многие станки славятся отличным соотношением цена/качество.Изготовление шлангов РВД осуществляется на следующем оборудовании:
- Пресс для обжима — от 250000 руб.
- Отрезная машина — от 90000 руб.
- Обдирочный станок — от 60000 руб.
- Маркировочная машина — от 50000 руб.
Получается, что по минимуму оснастить цех будет стоить предпринимателю 450000 руб. Но к списку основного оборудования нужно включить и дополнительное, поскольку без него будет сложно организовать выпуск качественных изделий — станина для пресса, приспособления для смены кулачков и для разматывая бабин со шлангами. А это еще как минимум 150000 руб.
Это мы привели минимальные цены на аппараты, которых вполне хватит для запуска мелкосерийного производства. Для организации цеха помощней потребуется купить станок для производства РВД с более высокими показателями производительности. Такие линии, соответственно, и стоят намного дороже — до 2500000 руб.
Но вряд ли стоит торопиться искать инвесторов для своего проекта — не нужно почем зря тратить деньги. Для начала стоит продумать каналы сбыта готовых изделий. К примеру, для изготовления шлангов для бытовых и сельскохозяйственных нужд не нужны многофункциональные аппараты — вполне подойдут даже ручные станки. А вот шланги высокого давления, предназначенные для использования в строительстве и на металлургических предприятиях, должны выпускаться на высокотехнологичном оборудовании — отрезной и обжимной станок здесь нужны мощные.
Но даже если запланирован запуск не мини-цеха, а крупного завода, дорогостоящая производственная линия окупится довольно быстро — не позднее 3 лет. Но это при условии полной отгрузки всей выпущенной продукции. Это как раз и является основной проблемой, поскольку найти оптовых покупателей шлангов начинающему предпринимателю будет нелегко, ведь крупные компании, нуждающиеся в этом товаре, уже с кем-то сотрудничают, и переманить их к себе можно только выгодной для них ценой на продукцию.
Рукава высокого давления (РВД) применяются во многих сферах производства машиностроения. Они же являются обязательным элементом любой гидравлической системы.
Спрос на эту продукцию всегда был высок. Однако для организации линии по изготовлению необходимо специальное оборудование для производства РВД.
Замена поврежденных шлангов высокого давления
Из всего вышесказанного можно сделать вывод, что ремонт РВД заключается или в замене поврежденного участка или в замене пришедших в негодность фитингов.
При замене поврежденного участка, так же как и при замене фитингов, понадобится обжимать соединительные муфты, то есть технологически эти два действия очень похожи.

Шланги высокого давления
Последовательность операций при этом выглядит таким образом:
- Поврежденный рукав отсоединяется от основного механизма.
- На отрезном станке режется новый рукав по размеру старого. Причем для замера берется расстояние между торцами ниппелей на его концах. Выбирать лучше РВД, рассчитанный на большее давление, чем то, на которое был рассчитан старый РВД.
- Подобрать нужный диаметр поможет маркировка, которая ставится на рукавах.
Заводская маркировка DN обозначает диаметр внутреннего канала шланга.
Если предстоит ремонт рукава, рассчитанного на повышенное давление (тяжелого рукава), его концы зачищают изнутри и снаружи до металлической оплетки. Эта операция производится на окорочных станках. Затем подбирают нужные фитинги. Это может быть сопряжено с определенными сложностями, так как импортные фитинги изготовляются по разным стандартам. В случае затруднений проще всего произвести замеры по старому фитингу штангенциркулем и резьбомером, что позволит точно установить нужные диаметр и шаг резьбы и затем подобрать нужные параметры нового фитинга по таблицам. После окорки и подбора фитингов производится их опрессовка на обжимных станках. Для каждого диаметра подбираются съемные обжимные кулачки. Далее обязательно проводится проверка качества опрессовки. Для этого используется контрольный щуп, но лучше всего проводить тестирование на специальном испытательном стенде.
Если попалось нестандартное соединение, то ремонт осуществляется с помощью ремонтного фитинга. Для этого берется головка старого фитинга, к которой припаивается часть, подлежащая опрессовке.

Рукава высокого давления
Этим методом часто пользуются автолюбители для экстренного ремонта шлангов ГУР, а так же владельцы насосов и минимоек Кирхер.
Совет по выбору станка
Ручной опрессовщик
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.
Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные. В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия
Они изготавливаются под заказ
В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий
Важно, чтобы они соответствовали параметрам оборудования
Как производятся рукава высокого давления
Для изготовления продукции используется высококачественное сырьё и применяются современные проверенные технологии. Процесс изготовления включает четыре технологических этапа:
- Определение длины шланга. Расчёт длины необходим для равномерного распределения нагрузки по рукаву. Нарезка осуществляется на специальном отрезном станке, что обеспечивает точность и чистоту трубопровода.
- Обработка шланга на окорочном станке. Наружный резиновый слой снимается не всегда. Зачистка нужна, например, для шлангов типа 2SN.
- Сборка и опрессовка. На рукав с каждой стороны надеваются муфты и вставляются фитинги до упора. Замок фитинга должен обязательно совпадать с муфтой. Далее проводится опрессовка готового шланга.
- Маркировка и упаковка. РВД имеют ограниченный срок хранения, поэтому необходимо соблюдать правильную технологию упаковывания и дальнейшего хранения. На упаковку наносится маркировка с указанием технических характеристик и ГОСТа, согласно которому изделие было произведено.
Что такое РВД (рукав высокого давления).
Основное эксплуатационное свойство РВД, наряду со способностью работать под давлением — гибкость. Это трубопровод, обладающий гибкостью, используемый для транспортировки гидравлических жидкостей (это может быть вода, масло, смазка, гликоль, эмульсии) с целью передачи рабочего усилия. Ни одна гидравлическая система не способна существовать без шлангов высокого давления: где-то требуется соединить движущиеся составляющие гидросистемы, где-то ,по расчетам конструкторов, гибкий рукав, усиленный стальными оплетками, подойдёт лучше негибкого трубопровода — вариантов применения множество.

Внешне РВД выглядит несложно — это шланг, оборудованный соединительными фитингами. В действительности же — РВД — сложнейшая многослойная конструкция, каждый слой которой выполняет свои функции. Два и более слоя помещены один в другой. Каждый слой имеет армирование (усиление) с помощью текстильных ,а чаще металлических оплёток или навивок. Количество вложенных друг в друга армированных трубопроводов может достигать шести: чем больше, тем на большее давление рассчитан рукав. С внешней и внутренней стороны шланг покрыт защитным каучуковым слоем, состав которого подобран под определенную температуру и агрессивность среды эксплуатации.
Эксплуатация РВД
Эксплуатация РВД, в зависимости от его типа, возможна при различных диапазонах температур, при этом минимально допустимое значение составляет -60°С, а максимальный показатель доходит до 125°С. Рабочее давление рукавов выбирается исходя из назначения и параметров в месте эксплуатации, но при этом оно должно превышать давление в системе.
Обычно рабочее давление РВД составляет не более 25 МПа, а некоторые их стандарты изготовления предусматривают производство изделий, функционирующих даже при 50 МПа. Разрывное давление, в свою очередь, так же соотносится со стандартом изготовления РВД и полностью зависит от имеющихся технических характеристик рукава высокого давления.








Основными сферами применения такого изделия являются различные промышленные отрасли, в которых производится или задействуется всевозможная гидравлическая техника и механизмы. В частности, эксплуатация РВД происходит в сельхозтехнике, строительной и горно-добывающей технике, а также в лесозаготовке и нефтегазоперерабатывающей сфере.
При эксплуатации РВД особо важно не допускать излишних перегибов и сжатий, так как это повлияет на проводимость потока и приводит к быстрому износу рукава. Кроме того, для тех случаев, когда требуется изогнуть РВД, лучше всего будет использовать переходные фитинги углового типа в местах перегибов, что позволит продлить срок службы изделия
O+P
На протяжении 20 лет итальянская компания OP S.r.I. производит станки для обжимки рукавов высокого давления. Сегодня под брендом O+P поставляется широкий спектр станков для производства РВД и труб, соответствующего требованиям EC. Компания имеет сертификат качества UNI EN ISO9001:2008. На производственных линиях завода компании OP S.r.I. создаются инновационные модели станков, отвечающие всем современным требованиям безопасности. Оборудование компании можно разделить на две группы:
- станки для работы с гибким трубопроводом
- оборудование для обработки гидравлических труб
К первой группе продукции относятся многочисленные модели опрессовочных и отрезных станков, окорочное, маркировочное, фильтрационное, промывочное оборудование, а также испытательные стенды, аксессуары для хранения, транспортировки РВД. Вторая категория включает многофункциональные центры Mini и Junior, трубогибочные станки, пневматические устройства для монтажа врезных колец, зачистное и развальцовочное оборудование.
Компания OP S.r.I. является постоянным членом итальянской ассоциации производственных и торговых компаний гидравлического оборудования Assofluid, а также участником ассоциации изготовителей шлангов РВД Nahad.
Машины для опрессовки и обработки труб от компании OP S.r.I. поставляются в Европу, Южную Америку, США, Африку, страны Азии.
Производственные мощности компании находятся в Европе, что выгодно отличает компанию от конкурентов. Чтобы осуществлять постоянный контроль качества, компания OP S.r.I. создала дочернюю компанию Sinde S.r.l., которая отвечает за производство всех механических частей оборудования, оставляя ОР процедуру сборки.
Станки для РВД в России
Ежегодно компания производит десятки новых моделей оборудования по производству гибкого и жесткого трубопровода. Все новинки поставляет в Россию наша компания – официальный представитель ОР в России. Наша компания осуществляет гарантийное и послегарантийное обслуживание, мы проводим бесплатное обучение работе со станком, а также осуществляем наладку оборудования перед началом эксплуатации. Кроме того, оборудование для РВД — это ваш собственный бизнес. Мы предоставляем услуги франчайзинга в рамках проекта H-point. Часто, у покупателей уже есть станок для РВД, к примеру, Пресс ОС-25А-380. В этом случае, мы предложим Вам прессы для РВД ОР на замену Вашему оборудованию с выкупом ранее установленного оборудования
Прессовочное оборудование для рукавов высокого давления
Далее заготовки отправляются на пресс для производства РВД. На этом этапе необходимо строго соблюдать технологию их монтажа. Зачастую основной проблемой в рукавах низкого качества является отслоение муфты от резиновой поверхности. Прессовочное оборудование для производства РВД должно иметь несколько съемных насадок для монтажа элементов различной конфигурации. Основной частью станка является кулачковый зажимной механизм. С помощью блока управления устанавливается степень выноса давления каждого элемента. Это зависит от типа подсоединяемой муфты или штуцера. Параметры выставляются в ручном режиме либо используются стандартные заводские настройки.Окончательный этап производства РВД — проверка качества изделия. Для этого можно сделать самодельный гидравлический стенд. После подсоединения шланга к разъемам внутрь его подается жидкость под давлением. Если технология производства была соблюдена, то рукав останется герметичным. В противном случае можно будет наблюдать падение давления внутри системы. Проверку рекомендуется проводить выборочно, чтобы она не влияла на объем производства.
???? Напишите свой вопрос в форму ниже
Получение гражданства Защита прав Оформить документы Поиск работы и трудовое право Важные документы Территории Оформить после рождения Нюансы после оплаты Пересечение границы Куда обращаться Получение документов
Ремонт шлангов ГУР
Наличие давления, вибраций, высокой температуры носителя говорит о том, что придется использовать силовые хомуты.
- Размеры. В характеристиках изделия обязательно указывают допустимый диаметр шлангов или труб, на которые он рассчитан.
- Торговая марка. Отдайте предпочтение проверенным производителям, откажитесь от «безымянных» товаров.
Опираясь на указанные рекомендации, вы легко подберете хомуты для шлангов – купить намеченный соединительный механизм можно на нашем сайте.
Приветствую! Данная запись о том, как НЕ надо делать, если у вас течет шланг высокого давления ГУР.
Начну по порядку. С машиной достался косяк в виде потного шланга ГУР в месте опрессовки дальнего от насоса фитинга (вроде эта кривая приблуда так называется). Руки дошли только осенью. Решений данной проблемы мне виделось несколько: 1) Дорогой и правильный
: заказ новой OEM детали которая долго не будет страдать месячными под номером MN 101343, которая на тот момент стоила порядка 14 (а сейчас уже 16) тыс. рублей… Жаба сделала проход в ноги и пошла на удушающий, из-за которого от варианта пришлось отказаться. 2) Дешевый и сомнительный: перепрессовка нового рукава на старую фурнитуру. Ценник – примерно 2000-2500 руб., а сомнительный он только по одной причине – риск того, что этот самый шланг будет выть (вероятность 50/50), к тому же в шланге от Лансера 2.0, как мне сообщили, есть какой-то клапан в магистрали, который не получится внедрить при перепрессовке. Шансы получить «поющий» шланг повысились. 3) Дешевый иочень сомнительный: покупка запчасти с разбора. Ценник – 2000-5000 руб. и игра в лотерею. 4) Средней цены и совсем не правильный: Покупка китай-продукта за 5-6 тыс. руб. от фирмы Dominant и тому подобных.
Забегая вперед, скажу, что в итоге мне так или иначе пришлось прибегнуть ко всем перечисленным вариантам…
Как ни странно, на разборках таких деталей от 2.0 не найти, даже если ты живешь в семье цыган-гадальщиков и не пропускаешь ни одной передачи битвы экстрасенсов… В процессе поиска/сравнения цен и т.д. на сайте «Евроавто» попался один-единственный шланг ГУР в состоянии «отличное»…
Спасибо тем, кто дочитал до конца, надеюсь, будет полезно)
Одним из самых надежных хомутов для обжима шланга высокого давления являются так называемые ( хомуты литые универсальные типов таких хомутов много вот один из них:
Так же к большой степени надежности можно отнести хомуты ( хомуты проволочные оцинкованные ) они выглядят вот так:
Далее есть хомуты которые тоже так же надежны как и выше перечисленные это ( хомуты стальные оцинкованные ) эти выглядят так:
Оборудование для опрессовки (обжима) шлангов высокого давления
Для изготовления шлангов высокого давления применяют особый тип оборудования — опрессовочные станки. С их помощью происходит формирование надежного соединения компонентов конструкции РВД.
Принцип работы опрессовочных станков

Общий принцип работы станка основан на прессовании фитингов различной конфигурации на торцевые части рукава. Выполнение этой работы требует точного расчета оптимальной степени прижима, сохранение целостности шланга высокого давления.
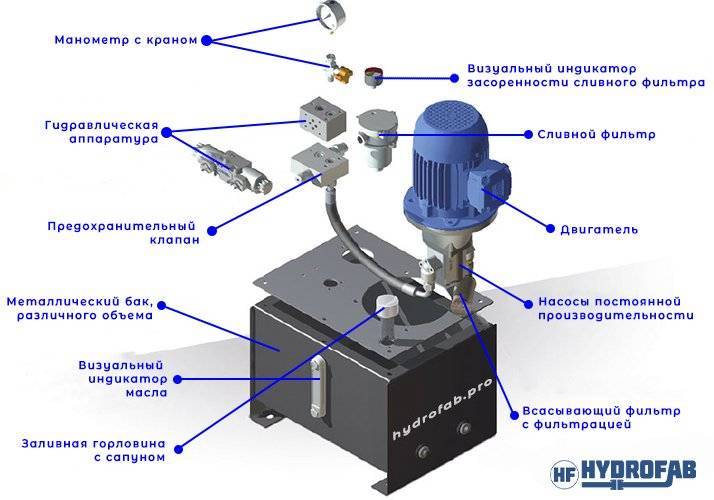
Конструктивно обжимной центр состоит из гнезда для кулачков, блока увеличения давления (механического, электрического или гидравлического), устройства управления. Предварительно на заготовку РВД устанавливается требуемый фитинг
Важно контролировать глубину его монтажа. В случае надобности выполняется обработка торца рукава – выравнивание плоскости, обезжиривание и снятие технологической кромки
Это не должно сказаться на качестве соединения.
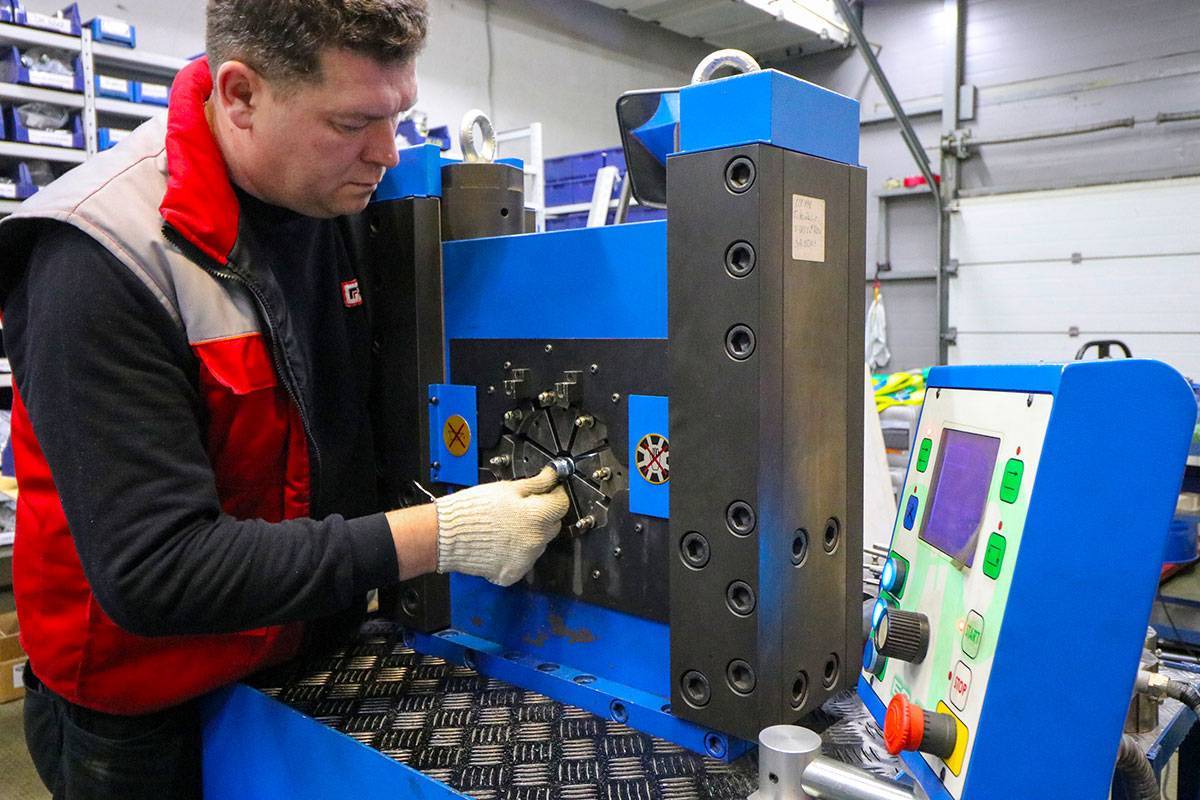
Порядок выполнения работы на обжимном оборудовании для изготовления или ремонта рукавов высокого давления.
- Выбор плашки, соответствующей диаметру шланга и фитинга.
- Установка ее в гнездо, проверка надежности.
- Монтаж соединительного элемента на рукав.
- Проверка величины опрессовочного воздействия.
- Установка заготовки в станок для опрессовки и его активация.
Длительность воздействия определяется размерами детали и характеристиками оборудования. Эти данные можно взять из технического паспорта.
Во время выполнения процедуры нельзя проворачивать или иным способом изменять положение рукава. Это может сказаться на качестве обжима.
Классификация опрессовочного оборудования
Станки для подобной обработки востребованы во всех типах производства, автомобилестроения, химической и пищевой промышленности. Они отличаются техническими и эксплуатационными характеристиками, а также конструкцией.
Важно изначально определиться с планируемым объемом производства. Если оборудование предназначено для ремонта гидравлических шлангов высокого давления автомобильной техники – можно выбрать недорогой станок, но с минимумом функций
Для постоянной эксплуатации потребуется модель с большей производительностью.
Существует определенная классификация, знание которой поможет выбрать оптимальный вариант:
- стационарный или переносной. Первые используются для комплектации производственной линии. Переносные предназначены для проведения оперативных ремонтных или профилактических работ;
- производительность. Учитывается время смены плашки, скорость изготовления одного РВД;
- тип привода. Для небольших объемов работ по изготовлению РВД используют ручные модели. Электрические отличаются высокой надежностью, но для их работы необходимо подключение к сети. Гидравлические чаще всего имеют большие размеры, так как для создания воздействия в их комплектации присутствует компрессор или баллоны со сжатым воздухом.
Главным является тип задачи, которую должно выполнять это оборудование. Учитывается не только производительность, но и эксплуатационные качества.
Для стационарных моделей потребуется обустроить монтажную площадку, так как их масса достаточно велика.
Совет по выбору станка

Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.









Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные
В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий
Важно, чтобы они соответствовали параметрам оборудования
Обзор и сравнение опрессовочных станков для РВД
| Артикул | S1MPaket | S2APaket | S10Paket | HM220 | HM375 | HM665 |
| Сила сжатия, т | 75 | 90 | 280 | 140 | 315 | 450 |
| 4 навивки | 1″ | 1″ | 2″ | 1 1/4″» | 3″ | 3″ |
| Промышленные рукава | 1 1/4″ | 1 1/4″ | 4″ | 2″ | 4″ | 10″ |
| max Ø опрессовки, мм | 52 | 63 | 139 | 70 | 165 | 380 |
| Раскрытие кулачков, max, мм | Ø + 10 | Ø + 22 | Ø + 45 | Ø + 35 | Ø + 70 | 120 |
| Вес, кг | 15 | 41 | 24.янв | 285 | 750 | 4200 |
| Тип используемых кулачков | 261 | 263 | 239/237 | 239 | 239/237 | 237/239/247 |
Типы РВД
Различают два типа рукавов высокого давления — оплеточные и навивочные. Каждый из них имеет свои параметры. Специалисты нашей компании учитывают этот момент, выполняя реставрацию РВД.
РВД оплеточного вида
Согласно ГОСТ 6286-73, они используются для работы с техническими жидкостями, температура которых может варьировать от (-42°С) до (+101°С), или с эмульсиями на водной основе и минеральными маслами, рабочая температура которых лежит в пределах от (-42°С) до (+75°). Различают три типа РВД в зависимости от усилия на разрыв:
- Тип А — выдерживает усилие на разрыв свыше 14,7 кгс;
- Тип Б — РВД средней прочности, выдерживает разрывное усилие от 17,5 кгс;
- Тип В (Z) — из латунированной проволоки, повышенной прочности (разрывное усилие превышает 20 кгс).
По давлению:
- Тип I — однослойная оплетка, выдерживает рабочее давление до 160 атм;
- Тип II— двухслойная оплетка (рабочее давление 200 атм.);
- Тип III— с трехслойной оплеткой, выдерживающей рабочее давление до 330 атм.
В соответствии с международными стандартами по конструкции оплеточные РВД делятся на следующие категории:
- 1SN — с однослойной оплеткой, выполненной по стандарту EN853;
- 1SN-K — с однослойной оплеткой, выполненной по стандарту EN857;
- 2SN — с двухслойной оплеткой по стандарту DIN20022, часть 4;
- 2ST — с двухслойной оплеткой, стандарт изготовления DIN20012, часть 2;
- 4SN — имеет четыре слоя оплетки DIN20023, часть 2 или EN856;
- 4SP — с четырьмя слоями оплетки, выполненной по стандарту DIN 20023, часть 1; EN856 или SFE100 R9R;
- R12 — с четырьмя слоями оплетки стандарта SAE100 R12;
- R13 — число оплеточных слоев варьирует от четырех до шести, согласно стандарту SAE100 R13;
- R7 — морозоустойчивый тип РВД.
Рукава высокого давления с маркировкой SN отличаются тонкой структурой резины, используемой для наружного слоя. Маркировка ST указывает на использование в оплетке латунной проволоки.
РВД навивочного типа
Согласно ГОСТ 25452-90, рукава этого типа различают по силе создаваемого давления рабочей жидкости.
- Тип 4 SP — для работы в условиях среднего давления, производство РВД осуществляется с четырьмя слоями навивки из стальной проволоки.
- Тип 4 RS — для работы под высоким давлением с четырьмя слоями навивки спирали из проволоки особой прочности.
- Тип R12 — для длительной эксплуатации при среднем давлении и повышенной температуре.
- Для эксплуатации в экстремальных условиях (высокие температуры и повышенные нагрузки) используют многоспиральные (с шестью слоями навивки) РВД типа R13 или R15.
Основное различие между РВД, имеющих конструкцию с армированием навивкой и оплеткой заключаются в расположении витков спирали. Оплетка рукава производится по диагонали. В отдельных случаях она может иметь дополнительные витки внахлест. Армирование навивкой осуществляется прямолинейно перпендикулярно оси трубки. Рукава высокого давления с навивкой, хотя и справляются со значительными нагрузками давлением, но обладают меньшей прочностью из-за малого радиус изгиба. Поэтому, их изготавливают крайне редко. В Европе этим занимается всего несколько фирм.
Виды Прессов (Кримперов) для обжима шлангов высокого давления систем автомобильных кондиционеров.
В большинстве автомобилей фреоновые магистрали изготавливаются из алюминия. В результате агрессивного воздействия окружающей среды (перепады температур, соль, снег, грязь, реагенты) алюминиевые трубы становятся непригодными для использования. Чтобы заменить линейные элементы резиновыми шлангами, необходимо использовать компрессионный рукавный пресс. При обжиме шлангов разного диаметра используются губки соответствующего размера. Пресс для гильз зажимает фитинг в шланге при помощи обжимного стакана, после этого шланг может выдерживать давление до 30 атмосфер.
Кондиционеры теперь устанавливаются даже на бюджетные автомобили, причем зачастую уже в их базовой комплектации. Эти климатические приборы при правильной эксплуатации и надлежащем техническом обслуживании демонстрируют достаточно высокую надежность, но практически все они имеют «слабые места», то есть компоненты и детали, которые часто выходят из строя, причем гораздо чаще, чем все остальные. Одним из них является регулярная линия автомобильных кондиционеров, в которой работает хладагент.
Они изготавливаются чаще всего из алюминия, а со временем разрушаются солью, антиобледенительными реагентами и просто от значительных перепадов температур. Их рекомендуется менять на резиновые шланги, а для того, чтобы успешно выполнить эту процедуру, следует использовать специализированный инструмент — кримперы, также называемый в обиходе «обжим». Они в очень широком ассортименте представлены в нашем магазине, пользуются большим спросом, и приобрести их в основном мастерские и сервисные центры, специализирующиеся на ремонте и обслуживании автомобильных кондиционеров.
кримперы для шлангов бывают как стационарные, так и ручные, а в тех и в других необходимая сила создается гидравликой. Пресс для обжимных шлангов обычно имеет в своей конфигурации комплект съемных губок, что позволяет работать с втулками разного диаметра. При необходимости мы также можем приобрести их отдельно.
Принцип работы кримперов для шлангов автомобильных кондиционеров довольно прост. Губки этого инструмента покрыты обжимной чашей, одетой поверх шланга в месте его соединения с фитингом, и большая сила, развиваемая гидравлической системой, действует на него в радиальном направлении. Результат соединение давления которое может легко выдержать давление до 3 десятков атмосфер.
Контроль вальцовки калибрами и измерениями
Используя штантгенциркуль или микрометр, специалисты-тестировщики выполняют замеры отклонений в диаметре втулки после обжима РВД
, сверяя его с таблицей
Важно, чтобы эта разница находилась в диапазоне от +0 до -0,2 мм. Для достижения нужного значения процедура повторяется. Используется шаг 0,1 мм
Добившись желаемого эффекта, проведите те же действия для следующего фитинга
Используется шаг 0,1 мм. Добившись желаемого эффекта, проведите те же действия для следующего фитинга.
Учитывайте, что табличные значения допусков в миллиметрах (в ту или иную сторону) указываются для всех компонентов изделия – внутренней трубки, стенки втулки, металлической оплётки.
Из этого списка понятно, что суммарная погрешность допуска часто превышает табличные значе6ния. Поэтому такой метод не всегда эффективен, а специалисты в мастерских предпочитают в ходе измерений выполнять контроль калибрами. Способ основан на измерении диаметра внутренней поверхности ниппеля. Для этой задачи используются непроходные и проходные калибры.
По завершении всех работ по обжиму РВД
, клиент может заказать дополнительные тесты. Испытания проводят в соответствии с международными нормами, регламентируемыми стандартами качества ISO-1402:2009 и ISO-7751 1991/2011. Для проверки каждого рукава используются защищенные экранированные стенды. В процессе испытание тестируется их работа под давлением, вдвое превышающим рабочую норму при эксплуатации изделия в штатном режиме.
Основные типы изделий
Хомут шланговый – соединительный механизм, который имеет множество вариативных конструкций и типоразмеров. В специализированных магазинах представлен огромный ассортимент: от дешевых китайских вариантов до надежных немецких изделий. Доступные в продаже хомуты для крепления шлангов делятся на несколько видов:
- Спиральные. Механизмы используются для соединения рукавов с наружной спиралью.
- Червячные. Устройство содержит специальный винт, который стягивает перфорированную или штампованную ленту вокруг трубы.
- Силовые. Надежный крепеж, предназначенный для эксплуатации в тяжелых условиях, имеет высокую зажимную силу.
- Усиленные. Лента и фиксатор подобной арматуры представляют собой единую конструкцию, которая способна выдержать значительные нагрузки и давление.
Крепежные механизмы не отличаются абсолютной универсальностью. Каждый тип изделий имеет свою специфику – используется для того или иного вида рукавов
По этой причине важно знать, с какой целью подбирается устройство
Конструкция[ | ]
Рукав:
— маслобензостойкий резиновый
Усиление:
— Высокопрочная стальная/текстильная/синтетическая оплетка/навивка в 1,2,3,4,6 слоев(8
Покрытие:
— Резиновое атмосферостойкое маслобензостойкое абразивостойкое озоноустойчивое
Фитинг:
— Металлический, выполненный по определенному унифицированному стандарту(ГОСТ, JIS, ISO, DIN, BSP, JIC, ORFS, BANJO, NPTF)/-антикоррозийное напыление, прямой или исполнен под углом к оси рукава в 45° и 90°, с прямым/конусным сопряжением в 24°, 37°, 60°, 74°.
Обозначение по ГОСТу
—08-25-0450 (М16х1,5) где:
- 08 — внутренний диаметр рукава (),
- 25 — давление (МПа),
- 0450 — длина (мм),
- М16х1,5 — присоединительная резьба.
Для сборки и опрессовки гидравлических элементов используются специальные станки различных видов. К такому оборудованию РВД чаще всего относят опрессовочное оборудование, отрезные и окорочные станки.









Качественный шланг для работы со сжатым воздухом
METABO 0901054932
Качественная модель, которая способна выдерживать воздушный поток до 20 бар. Диаметр составляет 9 мм. Изготавливается из прочного материала. Тип соединительной части – стандартный. Поэтому устройство подойдет для большинства систем.
Средняя стоимость – 5 320 рублей.
METABO 0901054932
Достоинства:
- Прочность;
- Качественное соединение;
- Удобное применение;
- Эффективность.
Недостатки:
Не обнаружено.
Fubag 170105 10 м
Популярная модель с типом соединения рапид и внутренним диаметром 8 мм. Изделие предназначено только для использования системе, где необходим сжатый воздух. Длина составляет 10 метров. Товар выдерживает давление до 20 бар.
Средняя цена: от 1 300 рублей.
Fubag 170105 10 м
Достоинства:
- Качественное изготовление;
- Прочный внешний слой;
- Долговечность;
- Не портится от частого применения.
Недостатки:
Не выявлено.
Энкор-пласт шланг для воздуха ПВХ
Прочный вариант, которые без проблем работает со сжатым воздухом. Изготавливается из прочного материала. Форма – прямая, изделие отличается высокой стойкостью к сгибам и скручиванию.
Энкор-пласт шланг для воздуха ПВХ
Достоинства:
- Низкая стоимость;
- Высокий срок службы;
- Прочность;
- Стойкость к износу.
Недостатки:
Не выявлено.