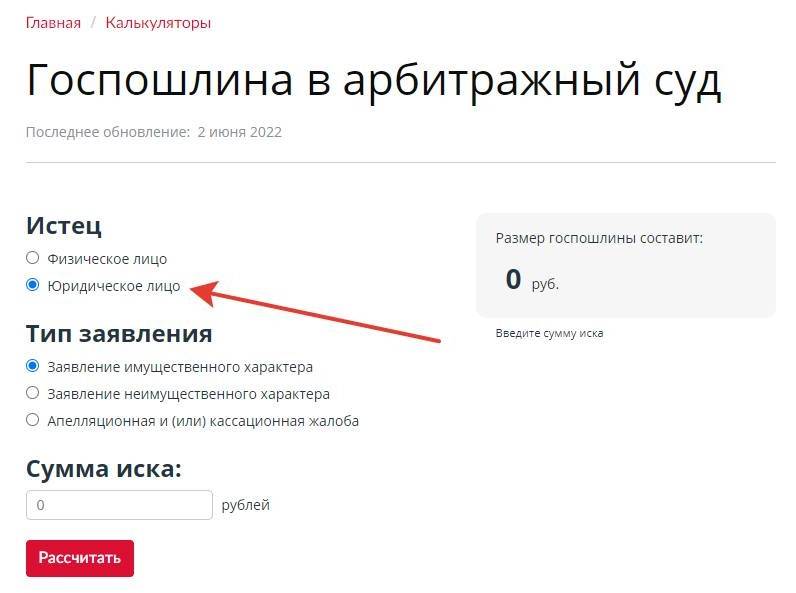
Область применения
Благодаря своим характерным свойствам сталь 40х13 применяется в таких отраслях промышленности как:
- авиационная;
- машиностроение (в том числе автомобилестроение);
- металлообработка;
- производство оборудование для пищевой промышленности;
- медицине;
- изготовление бытовых приборов и устройств.
При производстве вертолётов и самолётов из неё изготавливают отдельные элементы конструкции фюзеляжей.



В машиностроении и автомобилестроении её применяют для изготовления: валов, различных втулок, корпусов, лопастей турбин, игл для карбюраторов автомобильных двигателей, пружин, подшипников. Она активно используется для производства большого разнообразия метизной продукции (болтов и гаек). Кроме этого такая марка стали применяется при изготовлении измерительного инструмента, изделий, предназначенных для работы в слабоагрессивных средах при невысоких температурах (не выше 450 °С).
Особое место она занимает при производстве бытовых и медицинских режущих инструментов. При проведении качественной закалки из стали 40х13 получаются хорошие ножи и скальпели. Поэтому она получила название медицинской стали. В этом случае твёрдость этих инструментов по шкале Роквелла может достигать 58 HRC единиц. Эти инструменты хорошо поддаются заточке, они практически не ржавеют и не требуют дополнительного ухода.


Кроме этих свойств, отмечают, что эта марка металла абсолютно не флокеночувствительна.
Область применения
Металлопрокат стали 40Х получил широкое применение в машиностроительных отраслях для производства изделий повышенной прочности и выносливости при воздействии интенсивных нагрузок:
- труб для отопительных систем;
- дисков, роторов для паровых турбин;
- коленчатых и кулачковых валов;
- крепежных деталей.
Листовую сталь используют:
- для холодной и горячей штамповки;
- обшивки каркасных конструкций.
Из прутков, изготовленных по ГОСТу 5950-2000, производят инструменты, применяющиеся в условиях небольших скоростей и температур, не превышающих 2 тыс. градусов.
Для изготовления основных деталей арматуры атомных станций
Сплав поставляется в виде кускового металла, обработанного горячим штампованием или в форме крепежных изделий. Применение конечного продукта при температуре свыше +500°С не допускается.

Арматура для атомных станций также изготавливается из стали
Металл деталей теряет свои свойства и не рекомендован к применению при температуре ниже -60°С. Не допускается использовать детали сечением более 30 мм и прочностью менее 1000 Н. Требуются два этапа обработки — прокаливание и отпуск.

Детали арматуры, изготавливаемые из стали
Для изготовления шпинделей и штоков
Материал поставляется в форме сортового проката. Конечный продукт допускается к использованию в температурных пределах -40…+450°С при условии прокаливания.

Шпиндель, изготовленный из стали
Для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок
Форма поставки — кусковой металл, прошедший горячее штампование или прокатные заготовки. Сплав сохраняет структуру и свойства при температуре окружающей среды -40…+450°С.
При использовании для блоков и стволов арматуры, нижний температурный порог составляет -30°С. Допускаются к применению заготовки, улучшенные прокаливанием и высоким отпуском, не подвергавшиеся сварке.
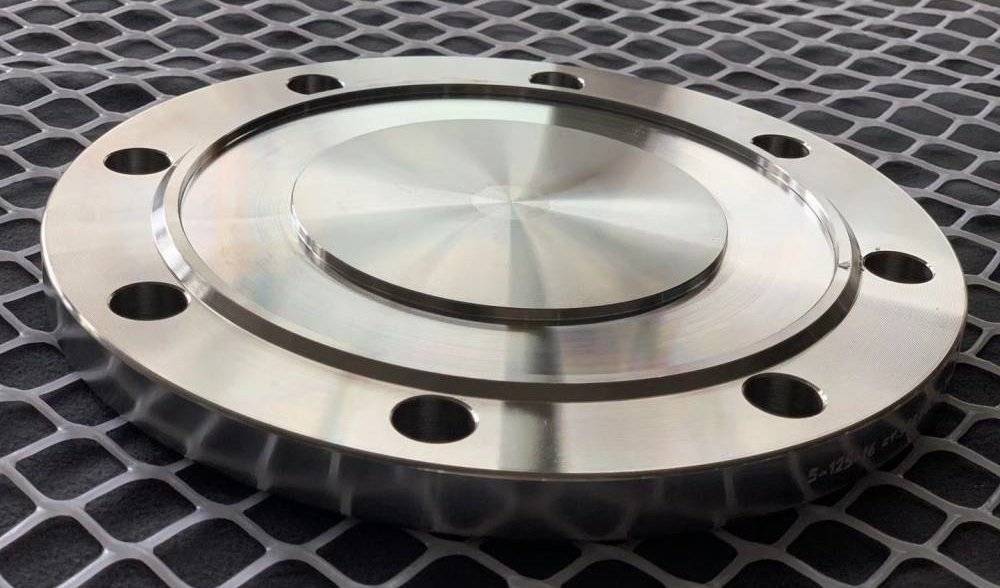
Фланец из стали
Для крепежных деталей арматуры
Нижняя граница допустимой температуры среды составляет -60…-40°С. Каждый образец продукции подвергается испытанию по Шарпи на удар маятникового копра в месте напротив надреза. Результат считается положительным, если показатель вязкости к действию ударной нагрузки равен или превышает 300 кДж/м.

Крепежные детали из стали
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.
Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Сталь 40х13 в печи для закаливания
Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.

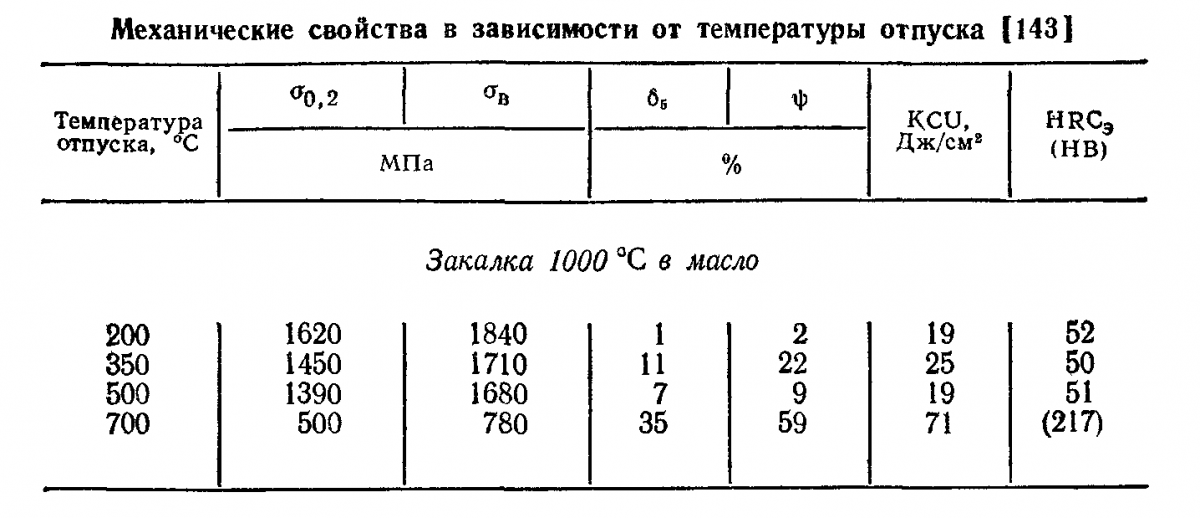
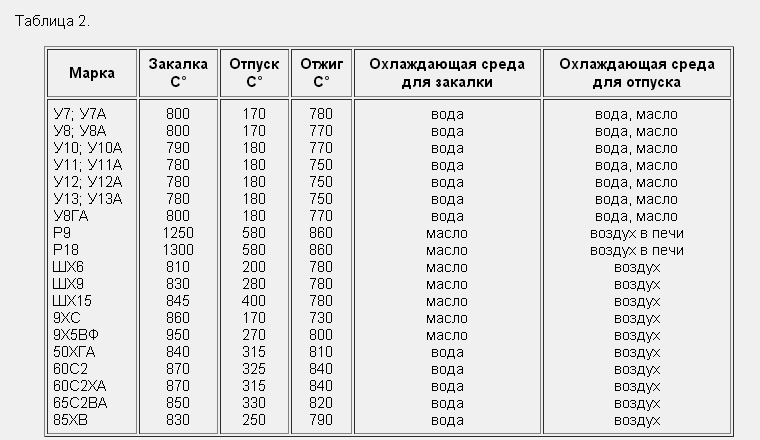
Температура закалки и отпуска стали 40х13
В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.

Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.
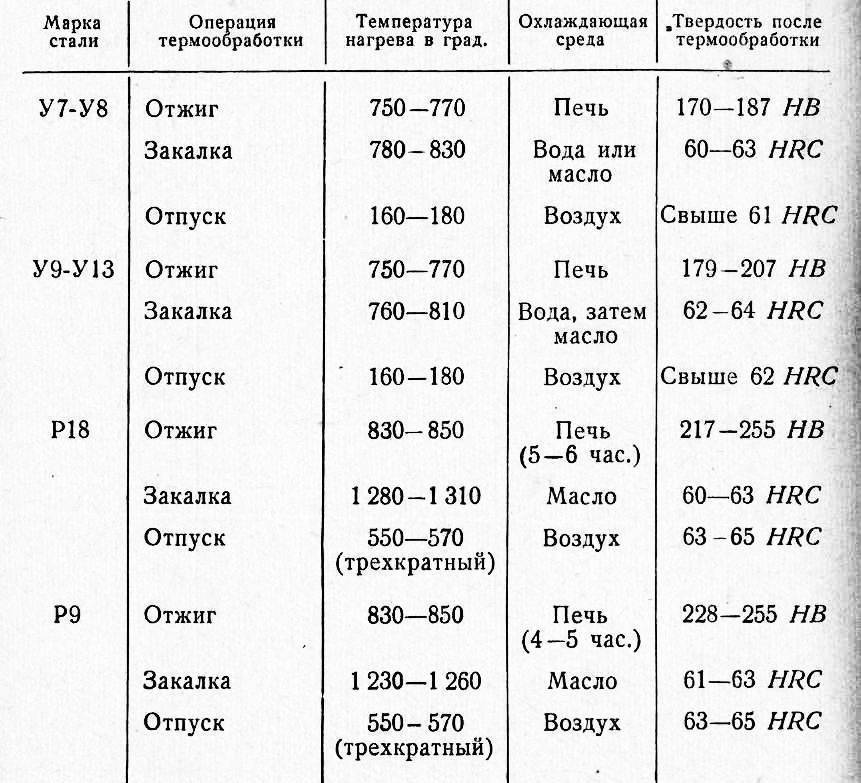
Термическая обработка стали 40Х13
Термическая обработка стали 40Х13 заключается в последовательности операций, которые включают в себя: нагрев, выдержку и дальнейшее охлаждение сплава при определённых температурах. Это напрямую будет влиять на внутреннюю структуру металла.
По этой причине, сталь обрабатывают индивидуально для различного рода её использования.
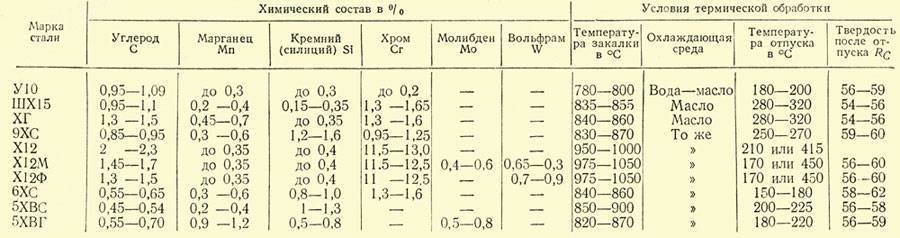
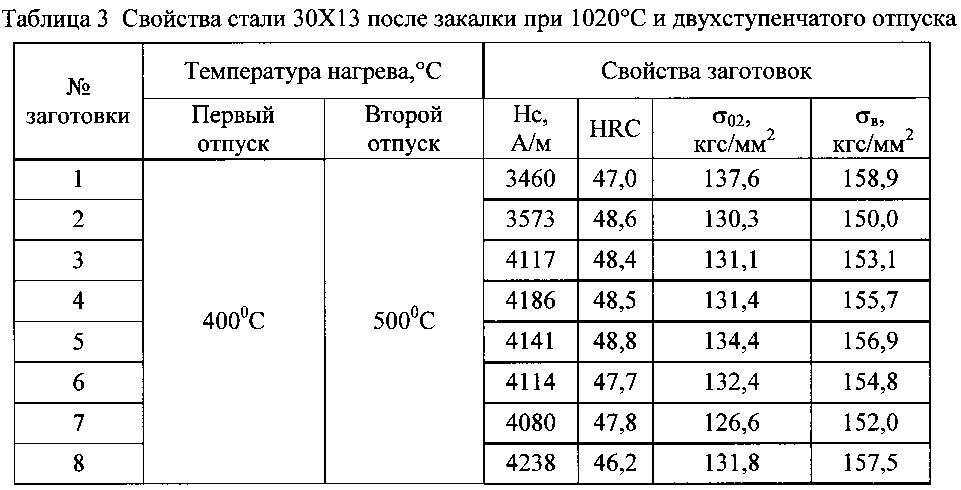
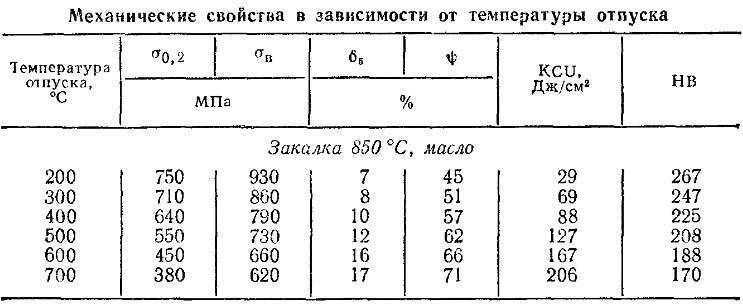
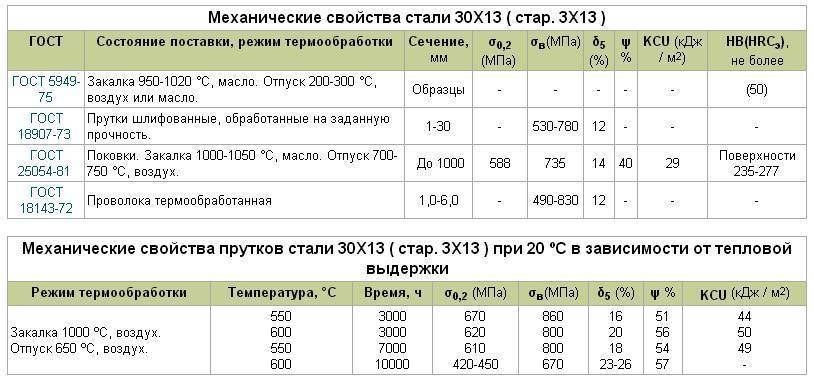
При различных ГОСТах процесс термической обработки может изменяться. Так в соответствии с ГОСТом 4543-71 закаливают металл при температуре в 860 градусов.
А отпуск производят при 500 градусах. Такая обработка придаёт стали 40Х13 повышенную прочность на разрыв и дополнительной твёрдости. При изменении температурных режимов, может понизиться ударная вязкость готовой продукции.
После отжига при температуре в 750-800 градусов, металл медленно охлаждают в печи и на воздухе. Это способствует образованию равномерной структуры стали. Для ковки состав разогревают в диапазоне от 850 до 1100 градусов.
В таком состоянии он становится пластичным и податливым к обработке. Нельзя допускать резкого перепада температур, это может повлиять на внутреннее напряжение материала.
Клинки сделанные из стали 40Х13.
Способы обработки стали марки 40х
Материал плохо сваривается. Для устранения этого недостатка применяется термическая обработка. С ее помощью можно получить более универсальный сплав, улучшить его технические характеристики. Термическая обработка проводится в несколько этапов:
- Закалка. Проводится в масляной среде. Нужная для улучшения качества поверхностей структуры.
- Охлаждение детали. Осуществляется с помощью масла или на воздухе. Лучше использовать масло, поскольку оно повышает качество обработанной заготовки. Если применять воду, могут появиться дефекты.
- Отпуск. С его помощью устраняется внутреннее напряжение металла. Проводится на воздухе или с помощью масла.
Если термическая обработка была проведена правильно, твердость повышается до 217 НВ. При этом снижается внутреннее напряжение. Закалку проводят при температуре 860 °C, отпуск — при 200 °C. Если температурный режим не был нарушен, срок эксплуатации сплава увеличивается.
Поле проведения термической обработки улучшается свариваемость металла, для получения качественного шва до применения сварки места соединения нужно разогреть.
Сталь 40х имеет высокую себестоимость из-за сложностей производства, дополнительной термической обработки. Легированный металл чаще применяется для производства деталей, которые длительное время подвергаются большой нагрузке.
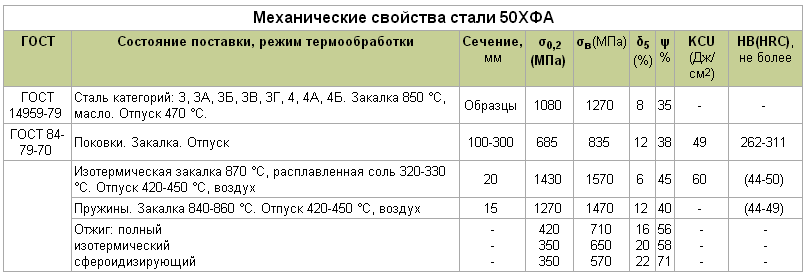
Особенности термообработки
Термическая обработка проводится с целью улучшения механических свойств стали 40., в основном, для повышения прочности и поверхностной твердости. Она состоит из комплекса операций, в результате которых изменяется внутренняя структура сплава. Материал подвергается сильному нагреву, поэтому технология термообработки должна учитывать особенности сплава, например:
- температуру плавления стали 40Х;
- ее химический состав;
- содержание примесей, влияющих на твердость металла;
- критические точки, при которых изменяется структура сплава.
ГОСТ определяет оптимальные режимы:
- закалки стали – масляная среда с температурой 860 градусов;
- отпуска – вода или масло при 500 градусах;
- если отпуск проводить при 200 градусах, твердость увеличивается до 552 МПа.
В итоге улучшаются характеристики:
- твердости – до 217 МПа;
- предела прочности на разрыв – 980 Н/м2;
- ударной вязкости – до 59 Дж/см2.
Медленное охлаждение после отпуска ведет к хрупкости стали. Избежать ее можно быстрым охлаждением, однако при этом возможно появление внутренних напряжений, вызывающих деформацию металла. Флокеночувствительность, то есть образование внутренних трещин и полостей, можно уменьшить вакуумированием процесса нагрева и совмещением его с продувкой аргоном.
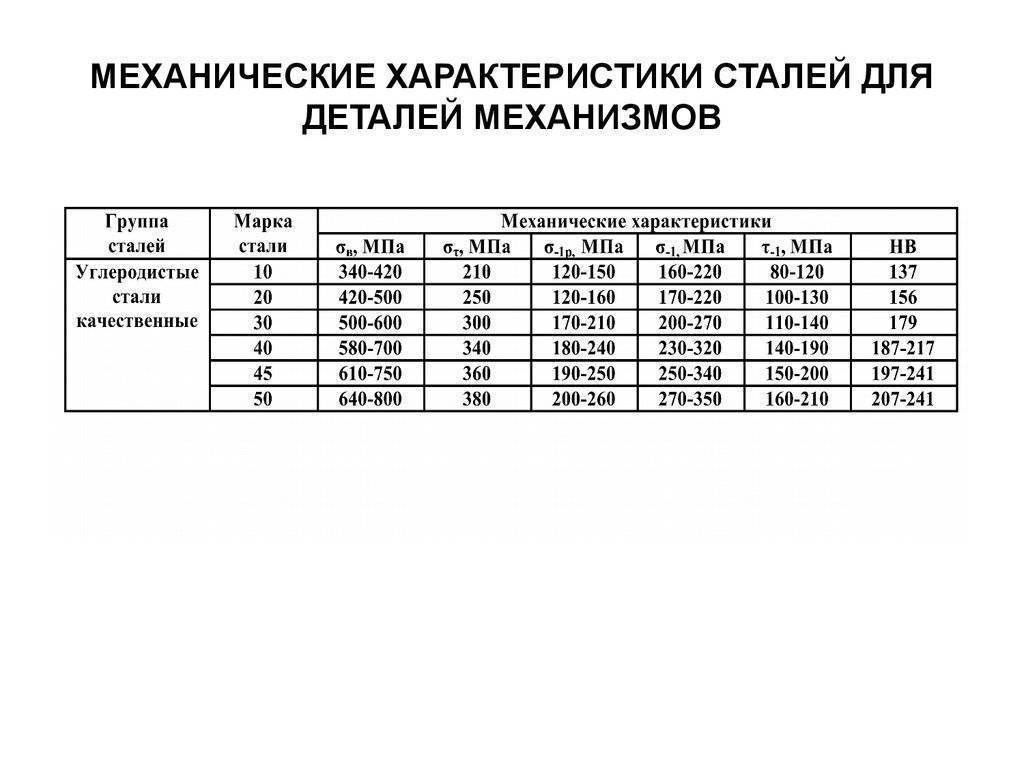
Технические характеристики углеродистой стали 45
Особого внимания требует процесс закалки стали 40Х, так как она идет на изготовление деталей, испытывающих постоянные нагрузки, например, втулок, шестерен, болтов. После процедуры увеличивается твердость металла, но снижаются пластичность и устойчивость к ударным нагрузкам. Соотношение этих параметров зависит:
- от времени, в течение которого происходит нагрев до заданной температуры;
- интервала выдержки, определяющего равномерность прогрева;
- скорости охлаждения.
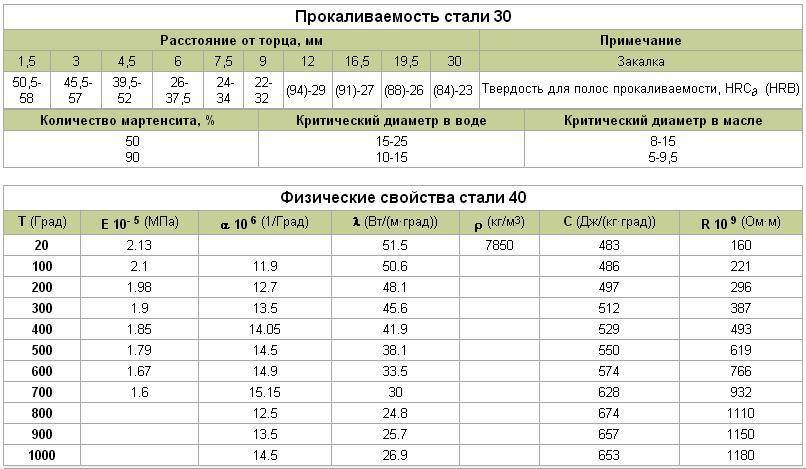
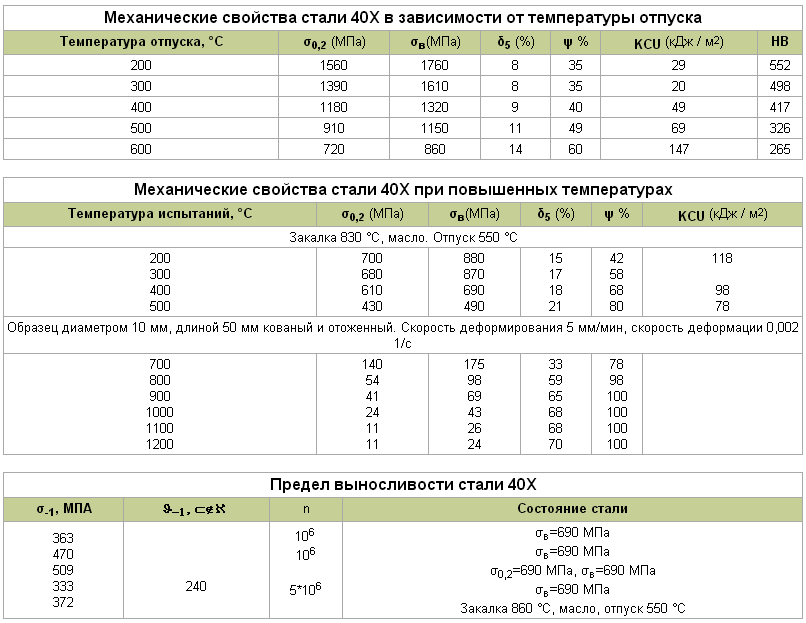
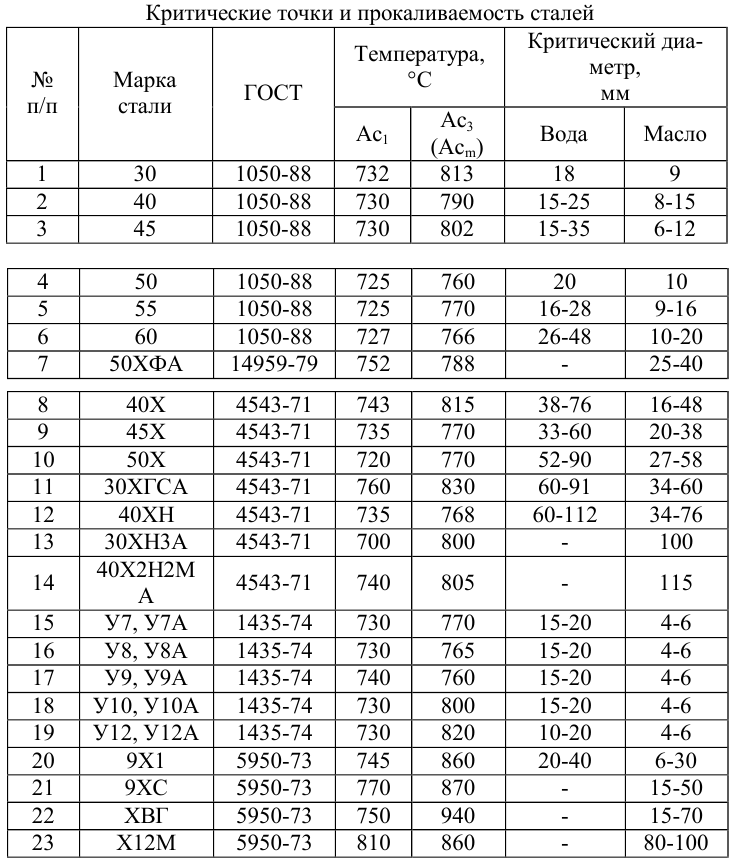
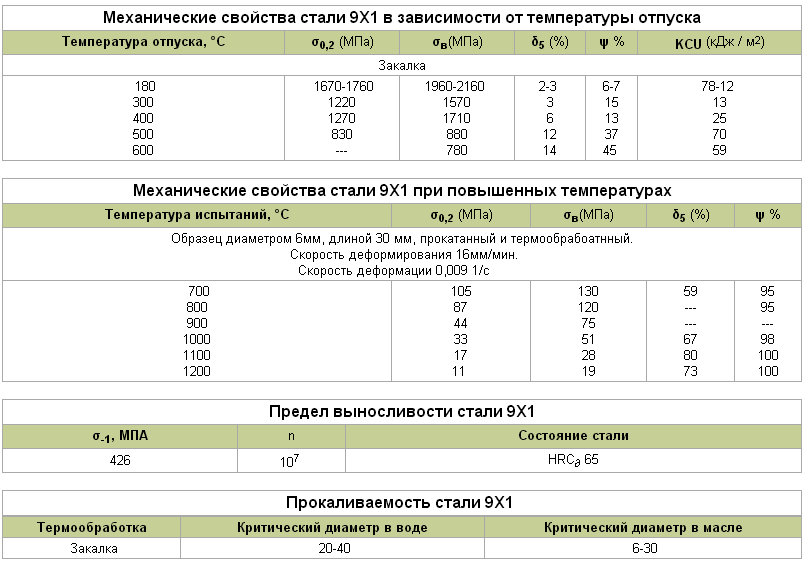
Критический диаметр после закалки в различных средах
При максимальной твердости от 43 до 46 HRC3 и содержании мартенсита не более 50% диаметр составляет от 16 до 76 мм.
При критической твердости в диапазоне от 49 до 53 HRC3 и количестве мартенсита, равном 90%, диаметр равен от 6 до 58 мм.
В обозначенных пределах прут с сечением цилиндрической формы прокаливается насквозь.
Выбор оптимального режима термической обработки
В зависимости от конкретных производственных условий, сталь термически обрабатывают по двум вариантам:
- Нормализацией при температуре выдержки 1050…1100 °С, с последующим высоким отпуском с 600…650 °С. Нормализация стабилизирует структуру стали, снижает количество остаточного аустенита, и улучшает обрабатываемость на металлорежущих станках. Это позволяет использовать такую технологию термообработки для получения заготовок ступенчатых валов и осей, работающих преимущественно в средах с повышенной влажностью, а также в условиях коррозионно-механического износа.
- Ступенчатой закалки с высоким отпуском. Продолжительность и количество циклов закалки зависит от требуемой поверхностной твёрдости и конечной микроструктуры. Закалка стали 40Х13 по такому способу выполняется для изделий, которые в процессе своей эксплуатации периодически подвергаются ударным нагрузкам.
Температура заготовки в зависимости от цвета при нагреве
При выборе режима термообработки необходимо учитывать, что сталь 40Х13 штампуется при температурном интервале 950…1150 °С: именно в этом диапазоне материал обладает максимальной ковкостью.
Во всех случаях сталь перед обработкой подвергают отжигу. Это связано со следующими особенностями:
- наличием карбидов хрома, которые образуются в процессе горячей прокатки заготовок. Они сосредотачиваются на границах зёрен вокруг основной, более пластичной структуры;
- присутствием цементита, который по структуре и размерам зерна отличается от любого их карбидов хрома. Это вызывает остаточные напряжения растяжения, снижающие прочность;
- опасности избыточного количества остаточного аустенита, который также повышает твёрдость и снижает пластичность;
- склонности данной стали к деформационному упрочнению во время пластической деформации.
Опытным путём установлено, что для получения оптимальной макроструктуры режим отжига должен быть следующим: нагрев до 690…730 °С, с выдержкой до полного прогрева сечения детали и последующим охлаждением вместе с печью до 500…550 °С (далее – на воздухе). Конечная структура – зернистый перлит, которые положительно выделяется своей стабильностью, равновесностью и наличием мелкого зерна.
Какими характеристиками обладает сталь 40х13
Марка стали 40х13 обладает следующими характеристиками:
Свои антикоррозийные особенности сталь приобретает благодаря сложному технологическому процессу, который предусматривает специальную закалку. В результате такой процедуры происходит полное растворение карбида
, что и обеспечивает антикоррозийную защиту материала. Одной из причин снижения стойкости к развитию коррозии является пониженное содержание хрома в карбиде или снижение температуры плавления стали до 600 градусов. Но, если технологический процесс предусмотрен правильно, то этого происходить не должно.

Плавят сталь в специальных печах открытого типа. Для этого могут быть использованы и индукционные печи. Процесс плавления стали осуществляется при температуре от 850 до 1100 градусов
, что обеспечивает ее полное деформирование. Чтобы не образовывались трещины, технологическая процедура предусматривает специальные режимы нагрева и охлаждения, которые проводятся попеременно.
Составляющие элементы после закаливания
После того как сталь прошла процедуру закалки, ее составляющими являются такие элементы:

После достижения температурного режима предела 1050 градусов и выше, наблюдается снижение твердости материала. Это говорит, об увеличение количества аустенита в составе стали. При снижении температур плавления до 450-550 градусов
наблюдается вторичная твердость материала, которая наступает в результате выделения мелкодисперсного карбида из состава стали.
Качественный нож на все случаи жизни из стали 40Х13
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
Список материалов:
— нержавеющая сталь марки 40Х13 (AISI 420); — древесина для накладок; — латунные стержни для штифтов; — медная трубочка; — эпоксидный клей; — масло для пропитки дерева.
Список инструментов:
— ленточная шлифовальная машина; — бормашина; — дрель; — наждачная бумага; — болгарка; — заточный станок для ножей; — полировальный станок; — тиски; — напильники; — маркер; — бумага, ножницы, карандаш (для шаблона); — циркулярная пила; — зажимы; — духовка; — печь и масло для закалки.
Процесс изготовления ножа:
Шаг первый. Изготавливаем шаблон и переносим на заготовку
Для начала изготовим шаблон ножа, для этого нам понадобится бумага и карандаш. Автор рисует нож от руки на бумаге, это интересно, нож получается уникальным. Но если таких талантов у вас нет, можно поискать готовые макеты ножей в интернете и распечатать их на принтере. Полученный нож вырезаем ножницами и переносим потом на заготовку. Автор приложил шаблон к металлу, а потом сверху прошел баллончиком с краской. Когда шаблон был убран, получился отличный рисунок на металле, который нам предстоит вырезать.
Шаг второй. Изготовление основного профиля ножа
Шаг третий. Отверстия
Шаг четвертый. Термообработка
Для начала нам нужно закалить клинок, раскаляем металл до красного свечения и опускаем в масло. Подойдет растительное масло или минеральное, автор использовал автомобильную отработку, судя по цвету масла.
Шаг пятый. Формируем скосы и шлифуем
Для формирования скосов у автора есть специальный зажим, который позволяет установить лезвие четко под определенным углом относительно шлифовальной ленты. В итоге скосы получаются симметричным, ровными и качественными. В процессе шлифовки главное не спешить, так как клинок можно перегреть, и произойдет сильный отпуск металла. Время от времени охлаждаем клинок в воде. Далее автор шлифует клинок вручную, используя наждачную бумагу и воду.
Шаг шестой. Зазубрина

Шаг седьмой. Полировка Полируем клинок до зеркального блеска. Для этих целей нам понадобится полировальный станок и паста ГОИ. Немного времени и сил, теперь в клинок можно смотреть как в зеркало. После этого заматываем его изолентой, чтобы не повредить клинок и не порезаться самому.
Шаг восьмой. Изготовление ручки
Далее сверлим отверстия, подготавливаем штифты и трубку. Осталось размешать эпоксидку и склеить ручку.
Ручку обязательно пропитываем маслом для защиты от влаги. К тому же, с маслом древесина смотрится просто восхитительно.
Шаг девятый. Заточка
На этом все, нож готов. Удачи и творческих вдохновений, если надумаете повторить!
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет! Источник (Source)

Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сталь 95х18
В таких отраслях экономики как машиностроение, авиастроение, приборостроение устанавливаются достаточно жёсткие требования к используемым материалам. Сталь 95х18 высоко востребованные характеристики, из-за своего химического состава:
- Углерод – 0,95%
- Магний не более 0,8%
- Кремний не более 0,8%
- Вредные примеси (сера, фосфор и т.д.) не более 0,027%
- Никель – не более 0,6%
- Марганец – не более 0,5%
- Титан – не более 0,2%
- Хром – 16,5-19%
- Медь – 0,3%

Высокое содержание хрома обеспечивает стали хорошие антикоррозийные свойства, Также положительно на антикоррозийные свойства стали влияет низкий уровень углерода. Кроме того, хром положительно влияет на образование карбидов в стали. И именно хромистые карбиды улучшают устойчивость к абразивному износу изделия. Марганец и кремний положительно влияют на прочностные характеристики стали, в результате процедуры отпуска. Сталь относится к классу мартенситных нержавеющих сталей.
Термическая обработка стали проводится в два этапа:
- Закалка стали осуществляется при температурном режиме 1000-1050 °C.
- Отпуск осуществляется при температуре 200-310 °C на протяжении 2 часов.
Следует отметить, что малейшие отступления от режима термообработки влечет за собой резкой ухудшение эксплуатационных характеристик.
Зарубежными аналогами стали 95х18 являются:
- Стали марок 440С, 440В (производство США).
- Х105CRMo17 (производство Германия)
- Н18 (производство Польша).
- SUS440C (производство Япония).
Сталь активно применяется в производстве клинкового оружия. Что обусловлено потребительскими свойствами, а также невысокой ценой на материал.
Кроме того, сталь применяется в промышленности в изделиях требующих особой прочности и работы в условиях агрессивных сред. К примеру, из этой стали изготовляются подшипники качения.
Состав и расшифровка стали марки 65×13
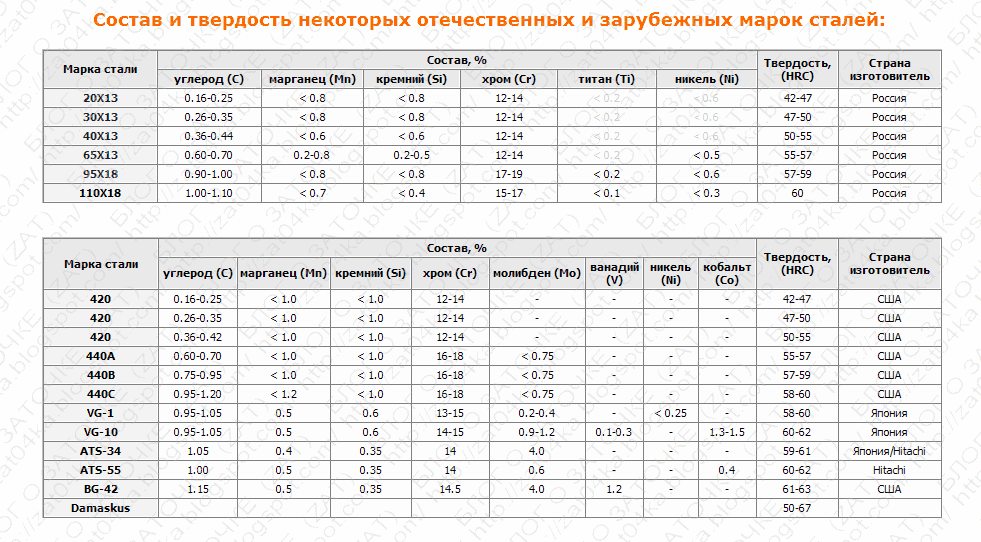
Любая сталь состоит из 2 основных элементов – железа и углерода. Для изготовления материала с необходимыми характеристиками используют специальные добавки – легирующие элементы. В зависимости от количества основных и добавочных компонентов, соблюдения технологии производства, получают материал с требуемыми свойствами.
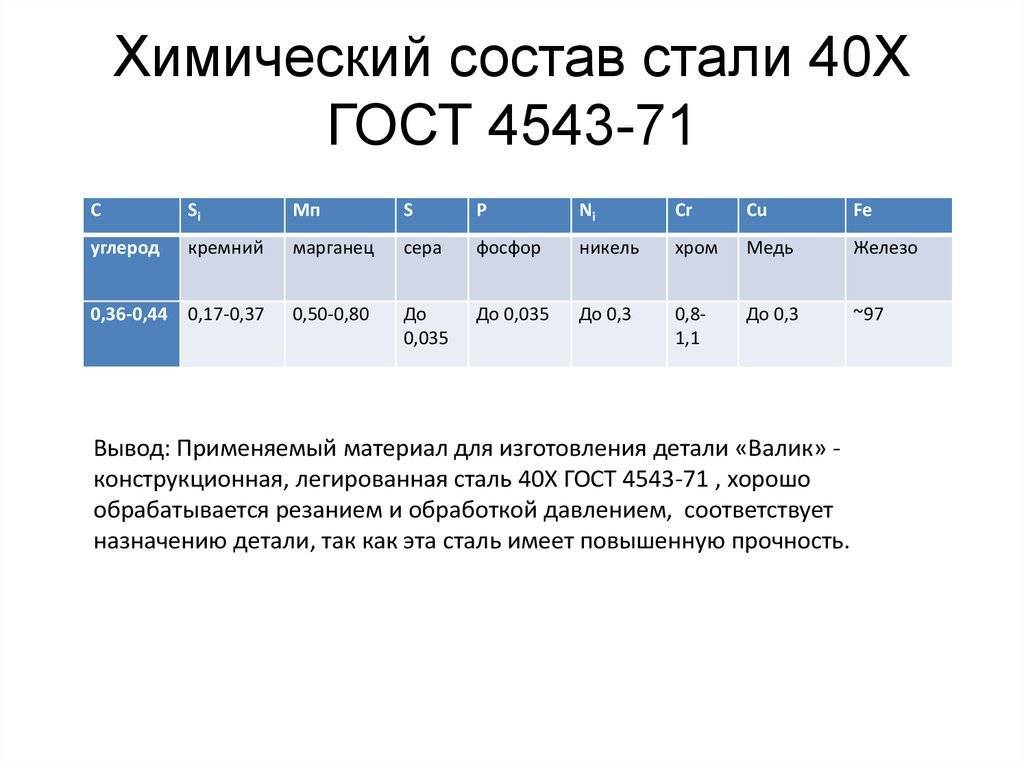
Первые цифры в названии марки стали указывают на содержание углерода в сотых долях процента, далее после букв, обозначающих добавку, указывают содержание соответствующего легирующего элемента в процентах. Согласно обозначению, 65Х13 состоит из 0,65% углерода и 13% хрома (Х), остальных добавок менее 1%, в названии они не указываются.
Ножевая сталь 40х13
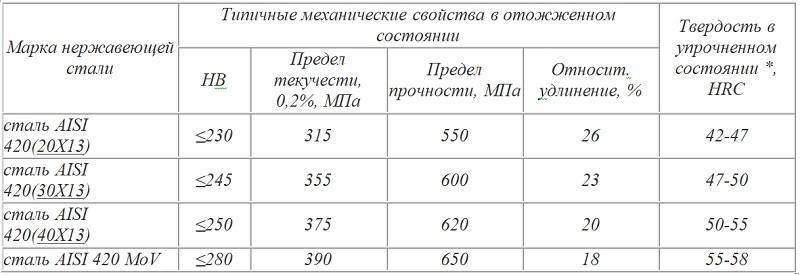
Любой кухонный режущий инструмент из металла должен отвечать целому ряду требований, в первую очередь, гигиеническим. Очевидным выбором здесь стала нержавейка, т.е. коррозионно-стойкая, высоколегированная, жаропрочная сталь повышенной прочности и твердости марки 40х13. Её часто называют ножевой сталью, однако идет данный материал не только на изготовление ножей, но и на производство шариковых подшипников, рессор, пружин и всевозможного мерительного инструмента.
Микроструктура подобного сплава в его закаленном состоянии включает карбиды, мартенситы и небольшое процентное содержание остаточного аустенита. Всё это обеспечивает высокий уровень коррозионной стойкости (выше только у нержавейки 30Х13). При этом данный материал не является свариваемым, а выплавляется он в открытых электродуговых или индукционных печах при t=850-1100°C. Во избежание деформаций металла сталь 40х13 нагревают относительно медленно, после чего так же медленно охлаждают с помощью песка.
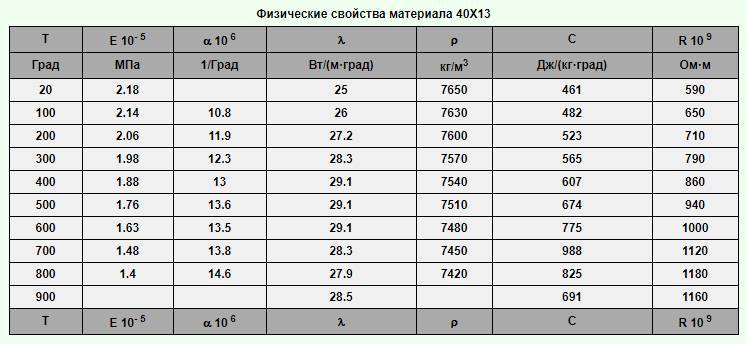
Характеристики стали марки 40х13
Химический состав ножевой стали 40Х13 представлен на следующей диаграмме:Закалка данного материала производится при температуре 1030-1050oC, при ковке же металл приходится нагревать до 1200оС. По окончании механической обработки сталь 40х13 сечением не более 200 мм дополнительно подвергается низкотемпературному отжигу. Твердость готового обработанного материала составляет 143-229 МПа (HB 10-1), а удельный вес 7650 кг/м3.
В целом, физические свойства стали 40X13 делают её похожей на большинство инструментальных сталей. Она незаменима при изготовлении бытового и хирургического режущего инструмента, однако не менее популярна в производстве:
- осей
- втулок
- валов
- корпусов
- лопастей турбин
- болтов
- гаек
- карбюраторных игл и т.п.
Заметим, что любые изделия из данного металла способны длительно находится в любых коррозионных средах, температура которых достигает 400-450°С.
Применение стали 40X13
Высокая коррозионная стойкость марки стали 40х широко востребована авиаконструкторами, которые нуждаются в материале, дополнительно обладающем повышенной прочностью и используемом для производства деталей, работающих на износ в условиях огромных механических нагрузок.
Несмотря на своё название, эта ножевая сталь имеет удовлетворительную стойкость ножевой кромки. Она относительно мягкая, однако при качественной закалке способна демонстрировать отличную твердость (57 HRC). С другой стороны, мягкость металла позволяет легко затачивать ножи, в то время как антикоррозионная устойчивость становится главным критерием выбора при поиске лучшего материала для ножей, используемых дайверами, рыбаками или водолазами. Ножи из стали 40х13 никогда не ржавеют, не нуждаются в каком-либо уходе, именно поэтому сегодня данный материал идет на изготовление самого разного режущего инструмента хозяйственно-бытового и сувенирного назначения. При этом его получение не связано с серьезными затратами, что позволяет отнести сталь 40х13 к разряду дешевых нержавеющих металлов.